一文了解废旧锂离子动力电池的回收技术 | 厚势

厚势按:近年来,随着电动汽车和大规模储能市场的快速发展,作为目前占据最多市场份额的锂离子动力电池的产量也随之快速增长,产生的废旧锂离子动力电池的数量必将呈现出井喷式的上涨。废旧锂离子动力电池中含有大量的钴、锂、镍、锰、铜、铝等紧缺有色金属元素和六氟磷酸锂、聚偏氟乙烯等有毒有害物质,对其进行资源化回收和无害化处理具有重大意义。
文章通过对近年来废旧锂离子动力电池回收处理技术进行总结,归纳出了废旧锂离子动力电池的主要处理过程一般包括预处理、二次处理以及深度处理三个步骤。其中,二次处理和深度处理步骤作为整个处理过程的核心环节,对整个电池的回收效果影响最大。此外,对三个处理步骤采用的方法及优缺点进行了详细介绍和比较。
本文原发表于 2017 年 9 月 30 日网络出版的学术期刊《稀有金属》,标题为《废旧锂离子动力电池回收的研究现状》,作者李建波、徐政、纪仲光等来自北京有色金属研究总院生物冶金国家工程实验室。
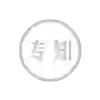
随着全球化石资源的日益紧缺和环境保护的迫切需要,发展电动汽车以减少资源消耗并降低环境污染正逐渐成为广泛的共识。近几年来,国家对电动汽车大力扶持,促使电动汽车的产量急剧上升,截至 2016 年,中国累计生产电动汽车 101.4 万辆,市场保有量也接近 100 万辆[1],如图 1 所示。
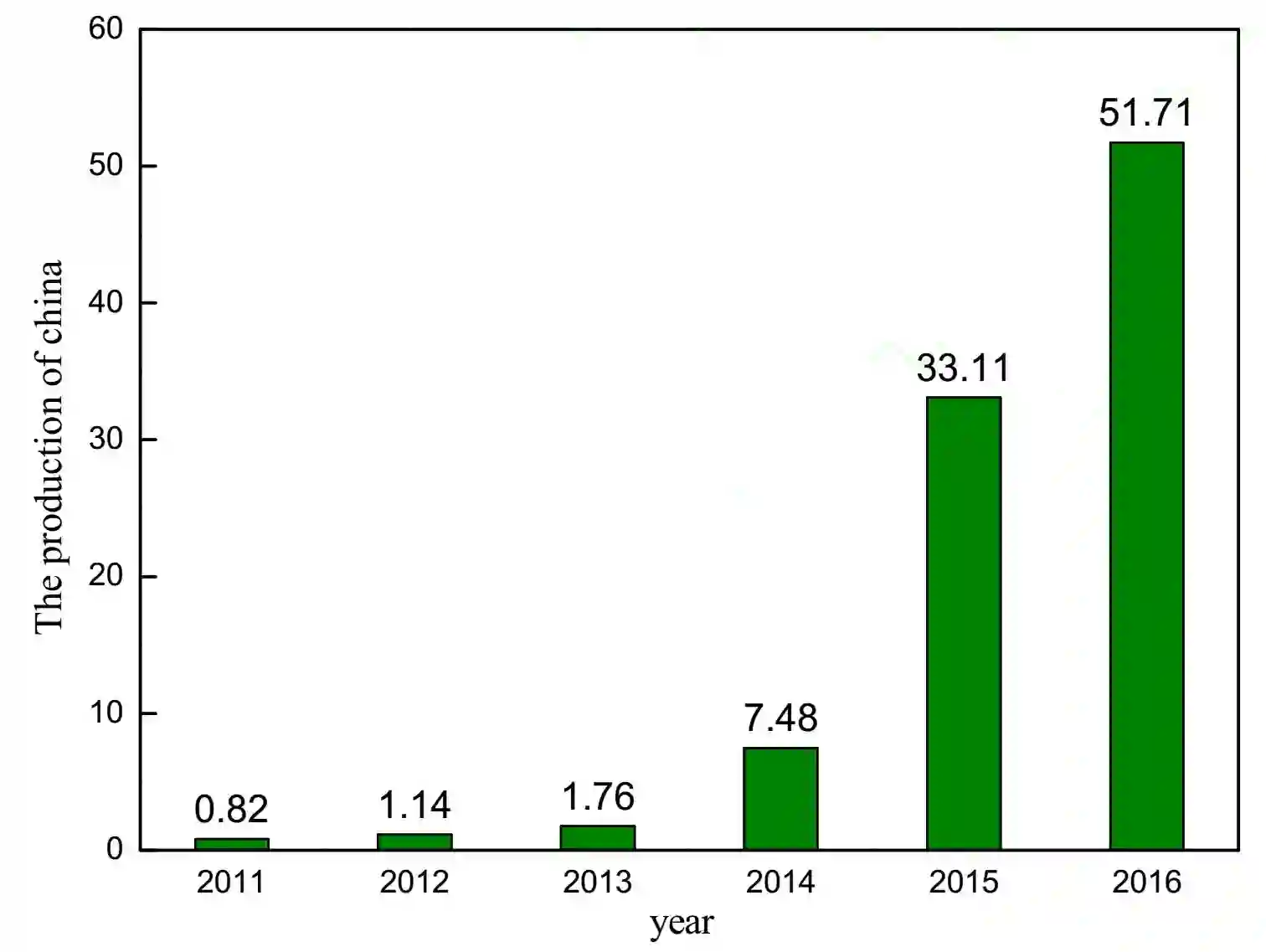
图 1 2011 ~ 2016 年中国电动汽车产量情况(单位:万辆)
然而,大量投入市场的电动汽车不可避免地会带来电池寿命终止后的回收处理问题。据报道,我国私家车纯电动/插电式汽车的动力电池组使用寿命通常为 4~6 年;而对于公交车、出租车等车型, 其动力电池组的寿命更低, 一般为 2~3 年。2016 年中国锂离子动力电池的报废量约在 5~8万吨,预计到 2020 年报废量将达到 12~17 万吨。锂离子动力电池中含有大量的有价金属及有机物,若不加以回收利用会造成严重的环境污染以及资源浪费 [1]。
目前,锂离子动力电池的回收和再利用问题已经成为全行业关注的焦点。 2017 年 1 月国务院发布《生产者责任延伸制度推行方案》,提出在新能源汽车领域建立电动汽车动力电池回收利用体系的要求,确保废旧电池规范回收利用和安全处置。2017 年 2 月工信部、商务部和科技部联合发布《关于加快推进再生资源产业发展的指导意见》,开展新能源动力电池回收利用示范工作,重点围绕京津冀、长三角、珠三角等新能源汽车发展集聚区域,建立试点示范 [2]。
国内废旧锂离子动力电池回收在法律、渠道、成本等诸多方面存在问题, 阻碍了回收市场的快速发展。动力电池企业电池回收业务尚处于规划与试验阶段,电池厂商在动力电池回收方面的进展缓慢。随着我国电动汽车数量的不断增多,废旧锂离子动力电池的数量也在持续增长,这意味着有必要建立合适的废旧锂离子动力电池处理方案。因此,开展对废旧锂离子动力电池的回收研究对中国实现循环经济和可持续发展具有深远意义。
1. 锂离子动力电池的结构
目前电动汽车所采用的锂离子动力电池主要由电池包构成,电池包由电池模块、外壳和电池管理系统组成。电池模块由极芯、外壳和紧固件等构成。其中,极芯中含有大量的有价金属,因此我们主要针对极芯进行回收。极芯的结构主要有软包结构和金属壳硬包结构,一般包括外壳、正极、负极、隔膜、正极耳、负极耳和绝缘片[3]。以常见的软包极芯为例,其结构如图 2 所示。
正极一般以铝箔作为基底,两侧均匀涂覆正极材料,正极材料包括一定配比的正极活性物质(如钴酸锂、磷酸铁锂、锰酸锂和三元材料等)、导电添加剂(如乙炔黑、石墨等)以及粘结剂(聚偏氟乙烯(PVDF)为主)。以三元材料电池为例,其正极含有大量的有价金属,其中钴占 5~20%,镍占 5~12%,锰占 7~10%,锂占 2~5% [4]。
负极一般以铜箔作为基底,两侧均匀涂覆负极电极材料,负极材料包括一定配比的负极活性物质(石墨、硅碳等)和粘结剂(丁苯橡胶(SBR)、丙烯酸树酯(PAA)、 羧甲基纤维素钠(CMC-Na)等)。正、负极活性物质分别与粘结剂相互混合均匀,涂覆在正负极基底上,再经过干燥,碾压后制成正负极材料。
隔膜有 PP 膜和 PE 膜,分为单层和多层结构,以三层 PP/PE/PP 膜为主。 电解液采用含锂化合物作为溶质与有机溶剂混合而成,溶质以六氟磷酸锂(LiPF6)为主; 有机溶剂为碳酸乙烯酯(EC)、碳酸二乙酯(DEC)、碳酸二甲酯(DMC)等几种溶剂的混合液。根据正极材料的不同 [5],可以将锂离子动力电池分为钴酸锂动力电池、磷酸铁锂动力电池、锰酸锂动力电池和三元材料动力电池等。
废旧锂离子动力电池所含污染物种类多,毒性大[3]。含有重金属化合物、六氟磷酸锂(LiPF6)、苯类、酯类化合物,难以被微生物降解。电池的电极材料一旦进入环境中,电池中的重金属离子、有机物、碳粉尘、氟化物等将可能造成严重的环境污染。其中,正材料会造成重金属污染,污染水体和土壤;负极材料会引发粉尘污染; 电解液会引发氟污染以及有机物污染;隔膜材料会造成白色污染。而且,铜、镍、钴、锰、锂等有价金属的流失还会造成资源的浪费。
综上所述, 对废旧锂离子动力电池加以回收利用,不仅能推动中国循环经济的发展,同时对于中国的生态文明建设具有显著的意义。
2. 废旧锂离子动力电池回收现状
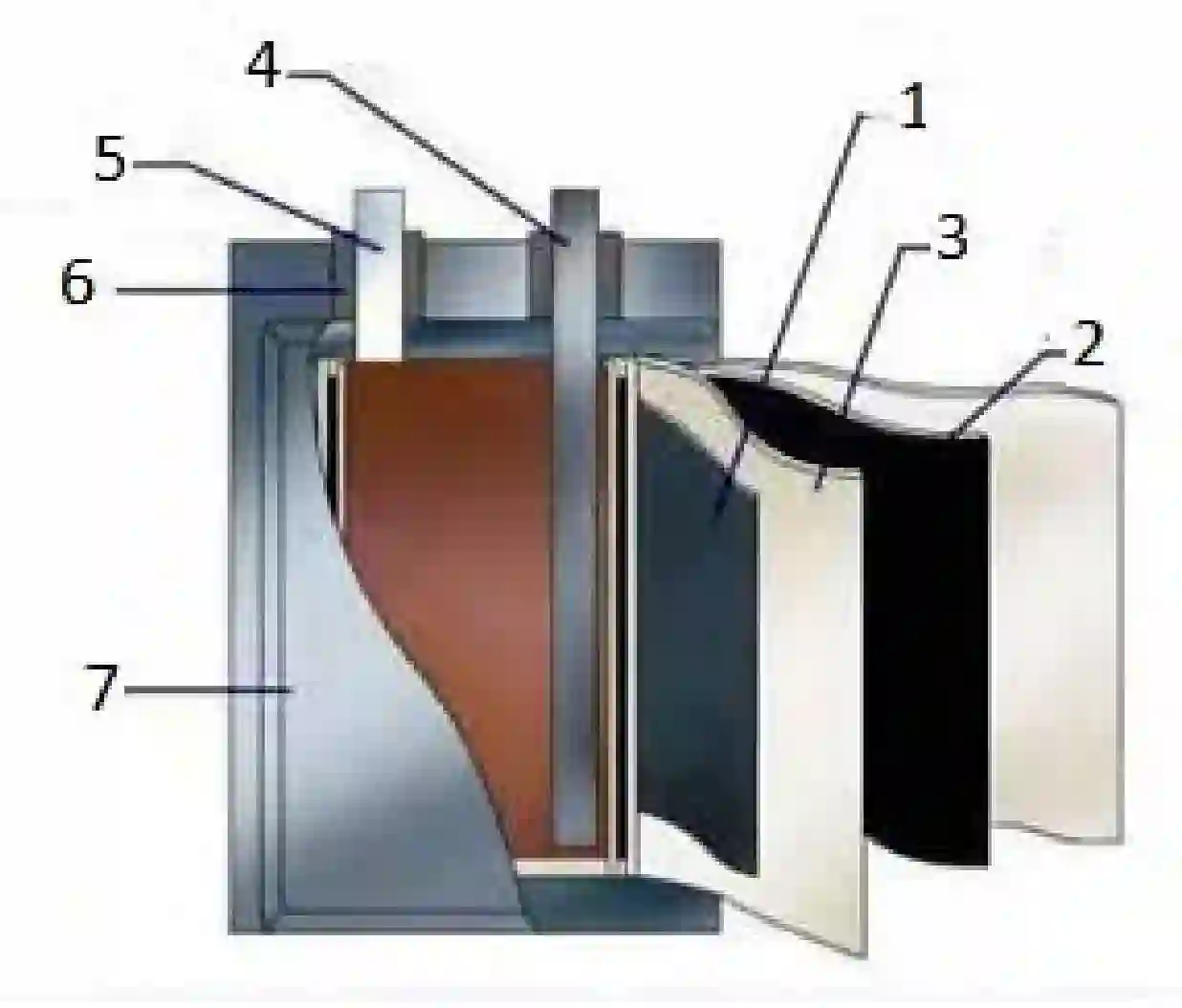
对废旧锂离子动力电池回收与处理,目的是有效分离电池各组分,提取纯化电池中的有价金属,同时减小废弃物对环境的污染。在过去的十年时间里,有大量的文献和专利来介绍废旧锂离子动力电池回收 [6][7]。通过对文献资料进行总结,归纳出废旧锂离子动力电池回收过程主要分为以下三个步骤(如图 3 所示):预处理、二次处理和深度处理。
2.1 预处理步骤
虽然废旧锂离子动力电池到了报废的阶段,但电池中仍然有一部分残余的电量没有被消耗掉,因此在电池资源化回收处理电池之前,需要对电池进行放电处理。
与其它电池不同,锂离子动力电池的充放电过程中会造成部分金属锂粘附在正负极的表面,金属锂极易与水发生反应生成氢气 H2。此外,锂离子动力电池中含有的电解液遇水会生成有毒的 HF。
鉴于这些情况,在回收电池中有价金属前,需要先对电池进行合适的预处理[8],消除这些潜在的危险。预处理步骤主要包括深度放电过程、破碎、物理分选。
2.1.1 深度放电过程
为了避免电池自燃,因此在处理前需要将废旧锂离子动力电池深度放电。目前,深度放电主要包括两种方法,浸泡法和电阻法。
浸泡法是指将电池浸泡在电解质溶液中,从而促使电池完全放电,常用的电解质溶液是碳酸钠(Na2CO3) 溶液和氯化钠(NaCl)溶液。昝振峰[9]等将废旧锂离子动力电池置于亚硫酸(H2SO3)溶液、 Na2CO3 溶液以及 NaCl 溶液浸泡 24 h。最后结果表明,经 NaCl 溶液浸泡后的电池,残余电压最低。浸泡法的优点是能够将电池中的剩余电能完全释放出来;同时放电过程中,电池也不会出现过热的现象。缺点是浸泡所需的时间长。
电阻法是指在锂离子动力电池两端连接电阻或者其它导体,造成电池短路,实现电池完全放电。Krüger [10] 等采用了金属粉末和石墨短路两种方式对废旧锂离子动力电池进行放电。电阻法的优点是放电快且完全;缺点是短时间内会积聚大量的热,导致电池爆炸。
2.1.2 破碎过程
废旧锂离子动力电池在进入最终的处理之前需要对其进行破碎处理,为后续的处理降低难度[11]。破碎是指破坏电池中各材料的完整形态,甚至进行粉碎和研磨,然后采用选矿、冶金的手段实现各材料的分离和回收 [12][13]。
电池中的电解液极易与水反应,生成有毒的 HF 气体,反应如公式(1)所示:

因此,为了防止有毒物质 HF 的产生,赵东江等 [14] 将电池打孔置于稀碱水(pH=9~10)溶液中,电池中释放出来的电解液与水反应生成的 HF 被碱液吸收,发生的反应如公式(2)所示:

再对浸泡后的电池进行破碎处理。 Georgi-Maschlera 等[15]通过将电池置于液氮中低温处理 4 min,促使电池中各成分失活,然后再进行破碎处理,低温条件下可以有效减弱金属锂和电解液的活性,从而减小其在破碎过程中产生的影响,但该方法成本过高,工业生产中不具有可行性。
Recupyl 工艺 [16] 将电池置于充满氩气和二氧化碳的惰性气体中破碎,这种方法有效避免金属锂和电解液与水接触,从而破碎过程中不会生成 HF。 Batrec 工艺 [12] 先将废旧锂离子动力电池的各成分一一分开,然后将得到的各成分分别置于二氧化碳气氛中粉碎,电池中残余的金属锂会与二氧化碳气体反应,从而减少其在破碎过程中带来的危害。
由于破碎过程不可能在完全密闭的环境下进行,破碎过程中有机物的挥发会污染生产线周边的环境,从而危害工人健康[17]。
2.1.3 物理分选过程
物理分选过程主要用来分选破碎后电池碎片中的外壳和隔膜。根据外壳和隔膜与正负极比重、可浮性、磁性等性质的差异,采用不同的物理分选的方式分选出外壳和隔膜。
Shin 等[18]提出了一个新的处理废旧钴酸锂电池的方法。采用破碎、筛分、磁选、细磨以及重力分选等方式,将电池碎片中的各成分分开,从而分离回收外壳和隔膜。Bertuol 等[19]将水力淘洗法运用于废旧钴酸锂电池处理:首先,用棒磨机将电池研磨至 10 mm 以下,将研磨后的电池碎片置于筛孔为 0.211mm 的振动筛中,筛下物为 LiCoO2 和石墨的混合物。将筛上物置于水力淘洗床中,水力淘洗与振动筛分作用相结合,将电池碎片中各成分一一分离,最后可分别得到正极、负极、隔膜、外壳。
通过物理分选优先回收隔膜和外壳,得到的正负极在破碎过程中由于机械物理作用会造成部分正负极材料从基底上脱落下来,但是大部分材料还附着在基底上。因此,我们要对破碎后的电池碎片进行二次处理。
2.2 二次处理步骤
二次处理步骤的目的在于实现正负极活性材料与基底的完全分离。
由于负极粘结剂一般采用水溶性粘结剂,负极活性材料与铜箔之间的粘结作用较弱,将负极碎片置于水溶液中,强力搅拌就能实现两者完全分离。而正极粘结剂是 PVDF 与 N-甲基吡咯烷酮(NMP)的混合溶液。由于溶剂 NMP 的用量多,从而造成正极材料与铝箔的粘结作用强,难于分离。
因此,在二次处理过程中,主要是实现正极材料与铝箔分离,目前常用的方法有热处理法、有机溶剂溶解法、碱液溶解法以及电解法。
2.2.1 热处理法
热处理法是将破碎后的电池碎片置于一定温度下,促使 PVDF 挥发或分解,从而实现正极材料与铝箔的分离。
当正极碎片的加热温度为 380 ℃~400 ℃ 时,PVDF 发生分解;当温度为 600 ℃~700 ℃ 时,导电添加剂会与氧气发生燃烧反应,此时铝箔也会熔化(熔点为 660 ℃)[20]。因此, 可通过设定加热温度, 使 PVDF 分解,实现正极材料与铝箔分离。Sun 等[21]将废旧钴酸锂电池碎片置于 600 ℃ 的真空加热箱中,加热 30 min, PVDF 在高温下热解完全。600 ℃ 真空条件下,导电添加剂不会燃烧,且加热温度未达到正极活性物质的分解温度,从而实现钴酸锂以及导电添加剂的完全脱落。
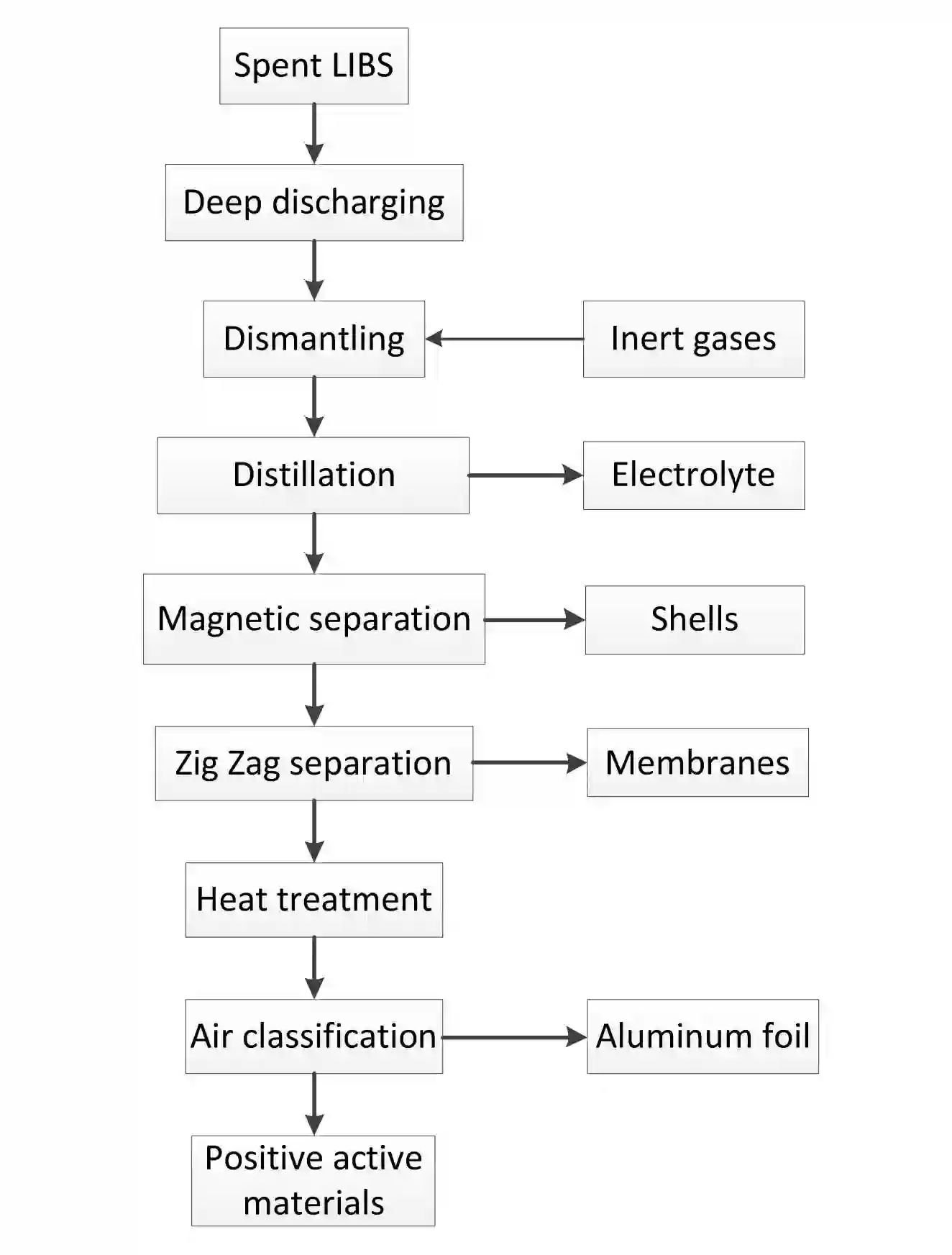
图 4 一种新型的回收废旧锂离子动力电池的工艺流程
Christian 等 [20] 提出了一种新型的回收废旧锂离子动力电池的方法(如图 4 所示)。首先在惰性气体中将废旧锂离子动力电池破碎,接着将得到的电池碎片蒸馏,挥发出来的气体冷凝后回收,接着通过磁选的方式分选出外壳,选用 ZigZag 分选机分选出隔膜,然后将电池碎片置于马弗炉中焙烧,最后将焙烧后的电池碎片送入特定的风选机中分选, 97.1% 的正极材料能从铝箔上脱落。
Song 等 [22] 将分选后的电池碎片分别在 350 ℃、 400 ℃、 450 ℃ 下加热 2 h,加热后的电池碎片置于搅拌罐中,强力搅拌,最后正极材料能从铝箔上完全脱落。Christian 等 [21] 研究了不同温度下 PVDF 的变化,结果表明: PVDF 从 350 ℃ 开始分解, 20 min 后温度达到 550 ℃ 时, PVDF 的分解率为98.85%,当温度达到 580 ℃ 时, PVDF 分解完全,因此,热处理的最适温度为 500~580 ℃。
热处理法工艺简单,操作方便,可以有效去除粘结剂。但是,由于热处理过程中电池中的有机物分解产生有害气体,需要对这些有害气体吸收净化,防止其污染环境,引发二次污染。
2.2.2 有机溶剂溶解法
有机溶剂溶解法是一种高效分离正极材料与铝箔的方法,将破碎、研磨后的正极材料与特定的有机溶剂混合,通过有机溶剂与 PVDF 之间的相互作用,减弱材料与箔片之间的粘结力, 促使材料从箔片上脱落。
Li-Po He 等 [23] 依据「相似相溶」原理,选用 N-甲基吡络烷酮(NMP)作为有机溶剂来处理废旧三元材料(Ni、Co、Mn)锂离子动力电池,调节温度为 70 ℃,用超声波处理 90 min,最后结果是正极材料的脱落率达到 99%。
Zhou X 等 [24] 分别用 N-二甲基甲酰胺(DMF)、N-二甲基乙酰胺(DMAC)、N-甲基吡络烷酮(NMP)等几种不同的有机溶剂来溶解废旧锂离子动力电池碎片,随着温度的升高, PVDF 在这三种有机溶剂中溶解度不断升高,当温度达到 70 ℃ 时,PVDF 在三种有机溶剂中的溶解度最大,在 DMAC,NMP,DMF 中的溶解度分别为 214 g/L, 216 g/L, 176g/L。
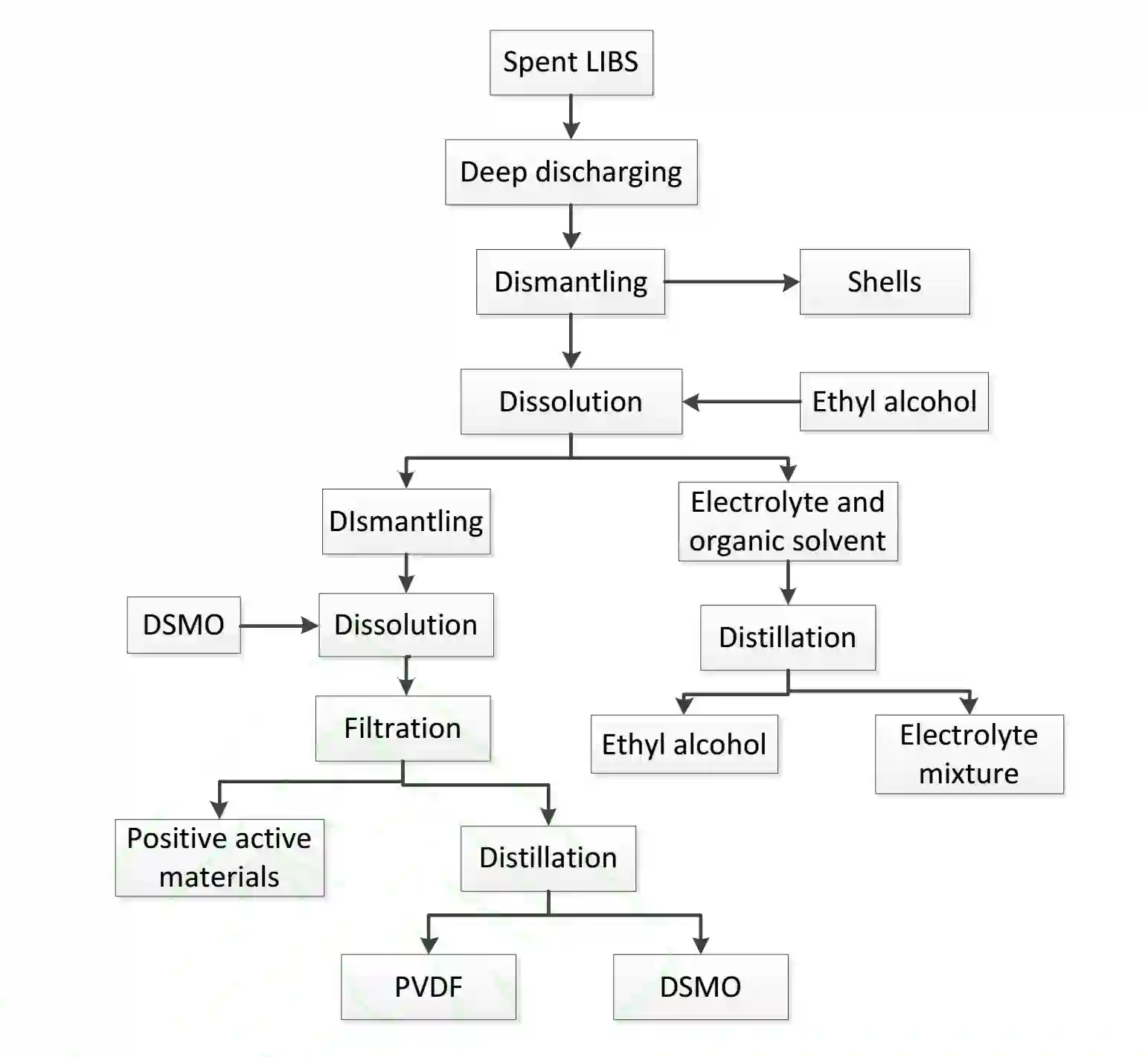
图 5 有机溶剂溶解法回收废旧锂离子动力电池中的有价金属工艺流程
Bankole OE 等 [25] 比较了 DMAC、NMP、DMF 二甲、基亚砜(DMSO)等四种不同的有机溶剂对 PVDF的溶解效果,最后选用低毒、环保、成本低的 DMSO 溶解废旧三元材料(Ni、Co、Mn)锂离子动力电池,回收流程如图 5 所示。在 60 ℃ 下,处理 85 min,最后得到干净光亮的铝箔,可直接用于冶炼回收。
2.2.3 碱液溶解法
碱液溶解法是基于电池正极本身的特性,基底铝箔会溶解于碱液中,而正极材料不会与碱发生反应。
王洪彩等 [26] 采用碱液溶解法来处理废旧钴酸锂电池,手工拆解电池后,得到电池的正极和负极。将负极置于热水中浸泡搅拌,即可得到光亮的铜箔。正极置于 1.5 mol/L 的 NaOH 溶液中,按照 NaOH 与铝箔的物质的量比为 2.5:1 配置溶液,在室温下搅拌处理 15 min,最后铝箔完全溶解,正极材料实现脱落。利用碱浸法并不能完全除去 PVDF,对后续的浸出不利。将碱浸后的正极材料在高温下煅烧或在有机物中溶解,使 PVDF 分解或溶解,分散正极材料,然后再进行酸浸。
韩小云等[27]将碱液溶解法与有机溶剂溶解法结合处理废旧钴酸锂电池。将电池碎片置于 0.4 mol/L 的NaOH 溶液中,在固液比为 100 g/L 的条件下,搅拌10 min。过滤、洗涤后,将得到的固体残渣置于 NMP溶液中,在固液比为 100 g/L 的条件下,温度为 60 oC,搅拌 30 min, 可以实现正极材料与 PVDF 的完全分离。
碱液溶解法的优点在于能够完全溶解铝箔实现正极材料的脱落。但溶解过程中需要消耗大量的高浓度碱,对设备要求高;溶解后会产生大量的 AlO2-,不利于后续的分离提纯。
2.2.4 电解法
电解法是指在外加电流的作用下,利用电解过程中产生的氢气冲击正极,实现正极材料的脱落。
覃远根等 [28] 提出了一种废旧锂离子动力电池电解新工艺,以铅板为阳极,钴酸锂电池正极为阴极,电解溶液为硫酸溶液。在室温下,电解至 120 min 时,正极材料能完全从铝箔上脱落下来,实现两者分离,完整回收铝箔。
张建等 [29] 对废旧锂离子动力电池正极材料进行了电解剥离浸出处理,选用铂电极为阳极,阴极为 2.5 × 5 cm2 的正极,电解溶液为硫酸与柠檬酸混合溶液,磁力搅拌转速为 100 r/min,电解时间为 100 min,水浴下控制温度至 45 ℃,电流密度为 30 mA/cm2。通过电解处理,正极材料从铝箔上剥落,实现两者分离,回收铝箔。
电解法的优点是能够实现正极材料与铝箔的分离,得到纯净的铝箔,同时也能促使部分正极材料电解转化为离子形式存在于电解液中,便于后续处理。缺点是电能消耗大; 正极材料在铝箔表面涂覆比较厚,会导致电解效率低。
二次处理后得到的电池碎片,经过滤洗涤后得到铝箔和正极材料。铝箔可直接用于冶炼回收,而正极材料需要经过深度处理回收其中的有价金属。
2.3 深度处理步骤
深度处理步骤主要包括浸出和分离提纯两个过程。浸出过程主要有酸浸和微生物浸出两种方法,分离提纯过程主要有沉淀法、萃取法和电化学法。
2.3.1 浸出过程
(1)酸浸法
酸浸法是应用很广泛的一种浸出方法,很多研究报道通过运用无机酸(盐酸[30],硫酸[31],硝酸[32])和有机酸(柠檬酸,草酸,抗坏血酸,葡萄酸等)来浸出锂离子动力电池正极材料。由于 Co3+ 难溶,因此一般需要添加 H2O2 作为还原剂,以 LiCoO2 为例,化学反应方程式如公式(3)所示:

Joulié 等 [33] 比较了(HCl、 H2SO4、 HNO3)对三元材料(Ni、Co、Al)锂离子动力电池浸出效果。最后结果表明:采用 4 mol/L HCl,固液比为 200 g/L,在90 ℃ 下搅拌浸出 18 h,最后得到 Li、Ni、Co、Al 的浸出率分别为 83.7%、 85.6%、 91.2%、 81.5%。
Nayl 等[34]建立了一套回收锂离子动力电池中 Al、Cu、Ni、Co、Mn、Li 金属的流程。将废旧锂离子动力电池经过破碎、研磨、碱浸后,得到的固体残渣置于 2 mol/L H2SO4 和 4% H2O2 混合溶液中,在温度为 70 ℃,固液比为 100 g/L 下,搅拌浸出 120 min, Li、Co 的浸出率分别为 98.8%、 95.9%。
由于无机酸的酸性强,对设备的要求高。因此,国内外学者尝试用无机酸来浸出废旧锂离子动力电池。
Li 等[35]在超声波的辅助下,分别使用柠檬酸(C6H8O7)、HCl 和 H2SO4 来浸出钴酸锂电池。采用0.5 mol/L C6H8O7 和 0.55 mol/L H2O2 作为还原剂,在 90 W 的超声波下,控制温度为 60 ℃,固液比为 25 g/L,搅拌浸出 5 h,Co、Li 的浸出率分别为 96.13%、 98.4%。但在相同条件下使用 HCl 和 H2SO4 时,Co 的浸出率分别为 76.42% 和 45.78%,远远低于在 C6H8O7 中 Co 的浸出率。
Zeng 等 [36] 提出了使用草酸(H2C2O4)来回收废旧钴酸锂电池中钴和锂的新方法。不需要添加 H2O2,使用 1 mol/L 的 H2C2O4,在 90 ℃,固液比为 15 g/L 下,搅拌浸出 150 min, Co、Li 的浸出率分别为 97%、98%。
施平川等 [ 37 ]提出了使用葡萄糖酸(C6H12O7)来浸出三元材料(Ni、Co、Mn)锂离子动力电池。使用 1 mol/L 的 C6H12O7,在 70 ℃ 下,固液比为 30 g/L,搅拌浸出 80 min,Co、Mn、Ni、Li 的浸出率分别为 97%、96%、99%、99%。葡萄糖酸对三元材料有很好的浸出效果,工业应用前景很好。
Zhang 等 [ 38 ] 将可降解的生物质酸三氯乙酸(CCl3COOH)用于浸出三元系(Ni、Co、Mn)锂离子动力电池。采用 3 mol/L 的 CCl3COOH 与 4% 的 H2O2 的混合液作为浸出液,在 60 ℃ 下,固液比为 50 g/L,搅拌浸出 30 min,Ni、Co、Mn、Li 的浸出率分别为 93.0%、91.8%、89.8%、99.7%,而 Al 的浸出率低于 7%。
无机酸的浸出效率高,处理量大,广泛应用于工业生产中; 但在浸出过程中会产生有毒有害气体(Cl2、SO2、NO2 等),残留的酸性废液难于处理,会带来二次污染。有机酸的成本相对较高;但有机酸对三元系锂离子动力电池的处理效果好,酸性废液的 pH 低,易于后续处理回收。
(2)微生物浸出法
由于高效率、低成本和较少的工业要求,微生物浸出的方法已经吸引了科研工作者的眼球。在微生物浸出的过程中,微生物如真菌、细菌表现出许多生理学上重要的反应,来使它们自己能够生长和再生。在这个过程中,微生物在自身代谢的过程中也会产生一部分酸, 这部分酸也可以来浸出废旧锂离子动力电池。
目前,用于浸出废旧锂离子动力电池的微生物主要是自养菌,包括氧化硫硫杆菌、氧化亚铁微螺菌和氧化亚铁硫杆菌 [39]。
Mishra 等 [40] 利用嗜酸氧化亚铁硫杆菌来浸出钴酸锂电池,同时加入一些黄铁矿为细菌提供能量,嗜酸氧化亚铁硫杆菌能将 S2-转化为 H2SO4,直接浸出钴酸锂。最后结果表明:Co 的浸出速率比 Li 快,同时,在反应的过程中,不仅硫酸也能浸出,生成的 Fe3+也会参与钴酸锂的浸出,两者结合,显著提高了浸出效率,Co 浸出率为 65.2%。
Xin 等 [41] 将氧化硫硫杆菌和氧化亚铁硫杆菌相混合,用来处理废旧钴酸锂电池。最后得到的浸出液中 Co2+、Li+的浓度分别为 920 mg/L、470 mg/L。
Zeng 等[42]研究了以 Cu2+ 为催化剂,嗜酸氧化亚铁硫杆菌对废旧钴酸锂电池浸出效率的影响。在 0.75 g/L 的 Cu2+条件下,6 天后 Co2+的浸出率为 99.9%,而在不添加 Cu2+的情况下,10 天后 Co2+ 的浸出率只有 43.1%。结果表明:Cu2+ 对于嗜酸氧化亚铁硫杆菌浸出钴酸锂电池具有显著影响。
微生物浸出的缺点是浸出时间长,在重金属离子含量多且杂的情况下,细菌繁殖和生存很困难。
经过酸浸或微生物浸出后,电池碎片中的有价金属以离子的形式进入浸出液中,对浸出液中的金属离子分离提纯,得到相应的金属化合物产品,完成整个回收过程。
2.3.2 分离提纯过程
分离提纯过程主要有化学沉淀法,溶剂萃取法,电化学法,目的在于对浸出液中的重金属离子(Co2+、Li+、Ni2+、Mn2+、Cu2+、Al3+等)进行分离提纯回收。
(1)化学沉淀法
化学沉淀法是向浸出液中添加特定的沉淀剂[43],将浸出液中的金属离子沉淀出来,得到相应的金属化合物产品。化学沉淀法的核心是控制好溶液的 pH,在不同的 pH 下,沉淀出相应的金属离子。常见的沉淀剂有氢氧化钠(NaOH)、高锰酸钾(KMnO4)、草酸铵((NH4)2C2O4)、丁二酮肟(C4H8N2O2)、碳酸钠(Na2CO3)等。
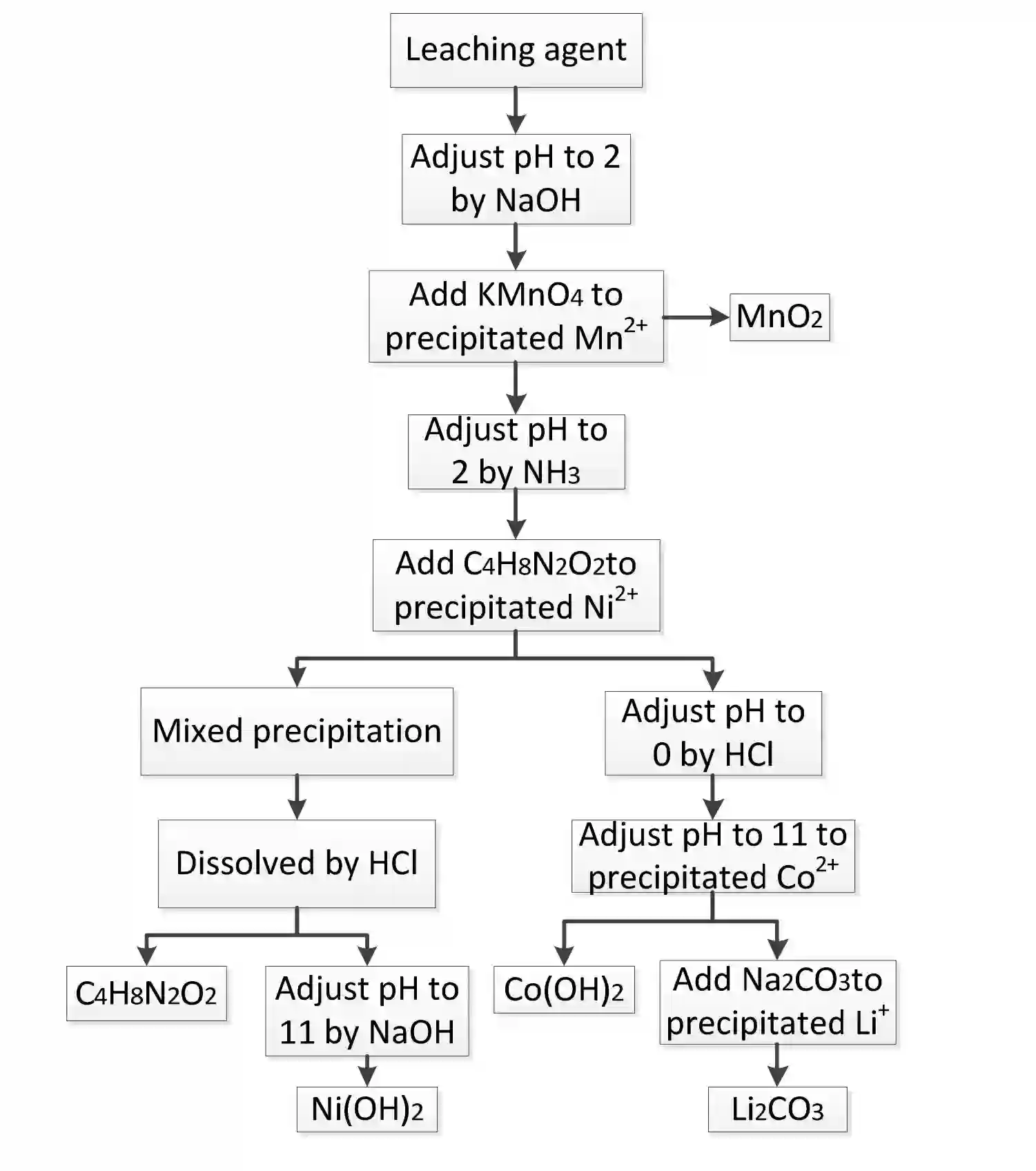
图 6 化学沉淀法回收浸出液中有价金属离子工艺流程
Wang 等 [44] 将 NaOH、KMnO4、Na2CO3 几种沉淀剂联合使用,沉淀回收浸出液中(Ni2+、Co2+、Mn2+、Li+),最后得到 Ni(OH)2、Co(OH)2、MnO2、Li2CO3 沉淀产品,Ni2+、Co2+、Mn2+、Li+ 的回收率分别为 97.43%、96.94%、98.23%、96.97%,回收流程如图 6 所示。
Nayl 等 [28] 以 NaOH 和 Na2CO3 作为沉淀剂,通过调节浸出液的 pH 沉淀回收浸出液中的重金属离子。首先通过添加 NaOH 调节浸出液的 pH 至 7.5,加入 Na2CO3,沉 Mn2+,得到 MnCO3 沉淀;调节 pH 至 9.0,加入 Na2CO3,沉 Ni2+,得 NiCO3 沉淀;调节 pH 至11~12,沉 Co2+,得到 Co(OH)2,最后加入 Na2CO3,沉 Li+,得到 Li2CO3 沉淀。Mn2+、 Ni2+、Co2+、Li+ 的回收率分别为 97.8%、99.4%、99.6%、98.8%。虽然最后得到的各个金属离子的回收率很高,但由于这些离子都能与 Na2CO3 反应并生成沉淀, 并且 NaOH 也会使其中的部分金属离子生成沉淀,利用 NaOH 调节 pH 然后利用 Na2CO3 作为沉淀剂会导致最终得到的沉淀产品不纯。
Li 等[45]采用沉淀法来回收废旧钴酸锂电池浸出液中的 Co2+,通过添加 NaOH 调节浸出液的 pH 至 4.5~6.0, Co2+ 的回收率为 99.3%,将 pH 调至 7 时,溶液中的 Fe3+、Cu2+、Al3+ 的回收率分被为 91.5%、92.7%、95.6%。
化学沉淀法只需控制溶液的 pH, 加入特定的沉淀剂,易于实现工业化生产,回收率较高,成本较低。但由于浸出液含有多种金属离子,在沉淀过程中不可避免的会出现几种离子共同沉淀的情况,从而导致最后得到的沉淀产品中含有杂质,纯度不高。
(2)溶剂萃取法
溶剂萃取法是目前常用的回收浸出液中有价金属离子的方法,即利用特定的有机溶剂与溶液中的有价金属离子(Ni2+、Co2+、 Mn2+等)形成配合物,从而对金属离子进行分离回收。常用的萃取剂有(2,4,4-三甲基戊基) 膦酸(Cyanex272)、(2-乙基己基膦酸-单-2-乙基己基)酯(PC88A)、(2-乙基己基磷酸单-2-乙基)己酯(P507)、三辛胺(TOA)、二(2-乙基己基)磷酸(D2EHPA)。根据文献报道,将沉淀法与萃取法联合回收浸出液中的有价金属离子,充分发挥两种方法的优势,可以有效提高有价金属离子的回收率 [46]。
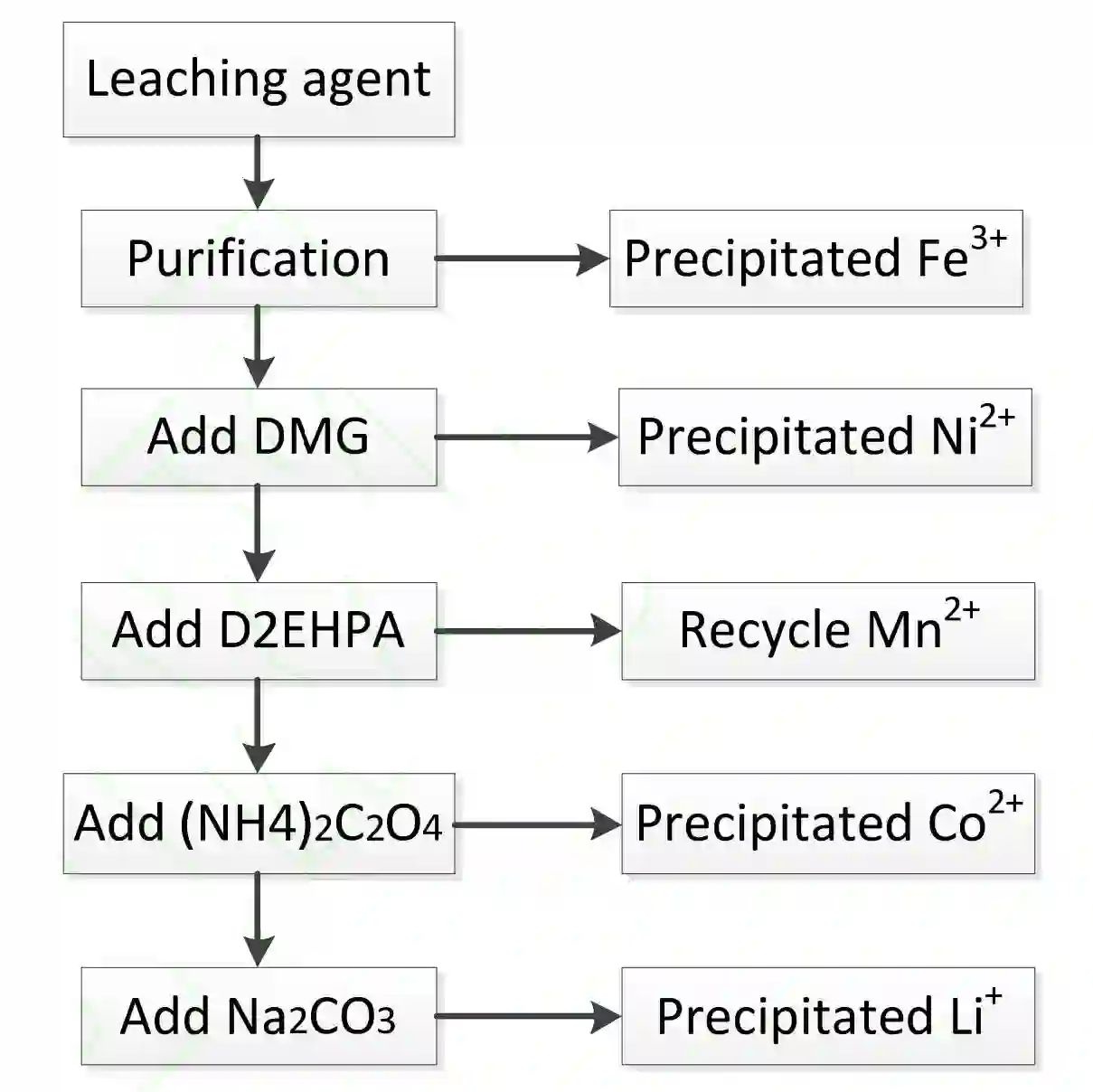
图 7 溶剂萃取法与沉淀法结合回收浸出液中有价金属离子工艺流程
Kang 等 [47]的研究表明,选用 0.4 mol/L Cyanex272 作为萃取剂,在 pH=6.0 时,Co/Li 以及 Co/Ni 的分离率可以达到 75% 以上,在 O/A=2 时,Co 的分离率可以达到 99.9%,最后 Co2+ 的回收率为 92%。Jha等[48]以 15% 的 Cyanex272 作为萃取剂, 3% 的乙葵醇和煤油作为稀释剂,用来萃取回收浸出液的 Co2+,控制 O/A=1,萃取 5min,最后 Co2+ 的回收率达到 99.99%。
Suzuki 等 [49] 建立了分级回收浸出液中重金属离子的方法,用来回收富含 Co2+、Cu2+、Li+、Al3+,使用 H2SO4和 NaOH 来调节 pH,在 pH=1.5~2.0 时,采用 Acorga M5640 来萃取 Cu2+;调节 pH=2.5~3.0,用 PC88A 来萃取 Al3+;调节 pH=5.5~6.0,采用 PC88A 和 TOA 协同萃取 Co2+,最后加入 Na2CO3 来沉淀溶液中的 Li+。得到各种重金属离子的回收率达到 98%以上。
Chen 等 [50] 以 C4H8N2O2, (NH4)2C2O4, Na2CO3 为沉淀剂,以 D2EHPA 为萃取剂来回收浸出液中的 Ni2+,Co2+,Mn2+,Li+,Fe3+,回收流程如图 7 所示。最后得到 Ni2+、Co2+、Mn2+、Li+的回收率分别为 98.7%、98.2%、97.1%、81.0%。
2.3.3 电化学法
电化学法又称电沉积法,可用于处理废旧钴酸锂电池。通过电化学还原技术将浸出液中的 Co3+ 转化 Co2+,最后以 Co(OH)2 的形式在阳极沉积下来。
Shen等 [51] 将酸浸法与电化学法结合用来回收废旧钴酸锂电池中的钴。采用 10 mol/L 的 H2SO4,在 70 ℃ 下浸出 1h,钴的浸出率达到 100%。调节 pH 至 2~3,温度为 90 ℃,除去浸出液中多余的重金属离子。调节电流密度至 235 A/m2,最后在阳极能够得到纯净的 Co(OH)2,钴的回收率大于 93%。
Garcia 等[52]通过浸出,纯化除去多余的重金属离子,得到只含有 Co2+ 的浸出液。以 Ag 电极为阳极,调节电压至 1.50 V,最后 Co2+ 的回收率为 96%。将得到的阳极沉积物在 850 ℃ 下焙烧 1000h,最后得到可直接用于商业销售的 Co3O4。
电化学法的优点在于引入的杂质少,可得到纯度很高的钴的化合物,可直接用于电极材料的制备。缺点是需要消耗大量的电能。
3. 结 论
废旧锂离子动力电池作为一种危险废弃物,如果处理不当的话不仅会污染环境,还会影响到人和动物的健康。同时,废旧锂离子动力电池中含有大量的有价金属(Co,Ni,Li,Mn,Al,Cu,Fe 等),回收废旧锂离子动力电池中的有价金属能带来很好的经济效益,实现资源的可持续发展。
目前工业上应用的回收废旧锂离子电池的方法以火法冶金工艺和湿法冶金工艺为主。火法冶金工艺处理量大、工艺简单、能处理种类繁杂的电池;但火法冶金工艺成本高、对设备的要求高、处理过程中会产生大量的有害气体。湿法冶金工艺处理成本低、有价金属的回收率高、工艺稳定性好;但湿法冶金工艺流程长,处理量小,处理过程中产生大量的废液需进一步环保处理。鉴于两种工艺的优缺点,目前废旧锂离子动力电池回收以及资源化研究以湿法冶金和火法冶金联合工艺为主。在预处理步骤的基础上采用热处理工艺富集正极材料,通过酸浸、萃取的深度处理步骤有效回收废旧电池中的有价金属。
随着国家环保力度的不断加强,以及有价金属资源的不断匮乏,废旧锂离子动力电池的资源化回收技术将沿着绿色回收,高效回收的方向发展,主要关注以下几个方面:
预处理步骤中的安全问题。废旧锂离子动力电池属于危险废弃物,处理过程中存在爆炸的危险,因此需要在绝对安全的环境中自动高效处理。同时,由于电池中电解液含有大量有机物以及 LiPF6 等有毒有害物质,在处理过程中需要进一步防治这些潜在危害。
二次处理步骤中的污染防治。二次处理步骤中,热处理法会产生 SO2、NO2、NO 等有害气体;有机溶剂溶解法溶解后的余液中含有大量而且成分复杂的有机物;碱液溶解法要求使用强碱溶液进行溶解,得到的余液 pH 高,需要进一步处理。对于热处理法中的有害气体进行无害化处理,对于有机溶剂余液和碱液余液则需考虑循环利用。
深度处理步骤中的完全回收。采用合适的浸出剂进一步提高废旧电池中有价金属的浸出率,通过将化学沉淀法与溶剂萃取法结合提高浸出液中有价金属离子的回收率,得到符合要求的金属化合物产品。
废旧锂离子动力电池中各成分的综合回收利用。目前回收的重点是正极材料,有价金属含量高,经济价值大。但是对于电池中的其它成分,隔膜、电解液、负极活性材料等物质基本回收,需要加强对这些成分的回收研究。
编辑整理:厚势分析师伊龙马
转载请注明来自厚势和厚势公号:iHoushi
-END-
文章精选
企业家
智能驾驶
新能源汽车
项目和评论
这些大神从Google出走,创办了五家(命运各异的)无人车公司
厚
势
汽
车
为您对接资本和产业
新能源汽车 自动驾驶 车联网
联系邮箱
bp@ihoushi.com

点击阅读原文,查看文章「Waymo的UX设计为自动驾驶设立了标杆」