【APC】先进过程控制系统(APC: Advanced Process Control)



先进过程控制系统(APC: Advanced Process Control)是将整个生产装置或者某个工艺单元作为一个整体研究对象,首先通过现场测试,量化描述各变量之间的相互关系,建立过程多变量控制器模型。
利用该模型可以预测装置的变化,提前调节多个相关的操作变量,因而可提高装置运行的平稳性,计算优化控制方案,使装置处于最优操作点附近运行(卡边操作),从而最大限度地提高目的产品产率、降低消耗,增加经济效益。

>>> 先进控制器
先进控制器的特点是基于模型的多变量预估控制器,具有多变量、模型预测、动态控制、滚动优化、反馈校正的特点。控制器自带优化方法来在实现控制目标的同时,不断地把装置推向最优操作点,以获得最大的经济效益。
>>> PID 控制
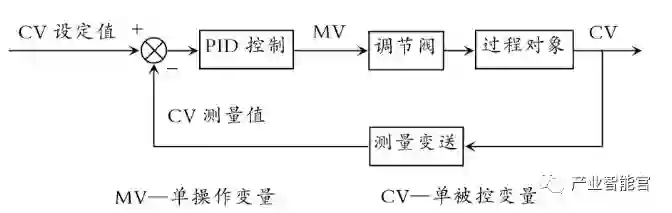
常规 PID 控制是以单回路或串级控制为主的单变量控制器,无法解决大滞后、强耦合、多约束、最优操作点等问题,这些也正是 PID 的局限性。

◎ 投用先进控制器后,平稳生产,被控变量的波动减小
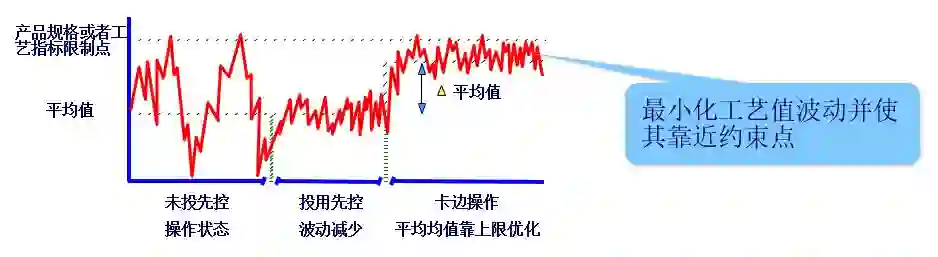
◎ 卡边操作,使得被控变量推向约束边界
先进控制(APC)一般是在常规PID控制基础上实现的更高级控制,涵盖较多控制策略,如,自适应控制、预测控制、鲁棒控制和智能控制等。炼油化工过程工业中使用较为普遍的是基于模型的多变量预测控制(MPC),其基本出发点与常规控制PID不同。
通常的PID控制主要针对单变量,根据过程当前的和过去的被控变量测量值和设定值的偏差来确定当前的控制输入;MPC主要针对多变量,其不但利用当前的和过去的偏差值,还利用预测模型计算被控变量在未来时段的变化趋势,预估过程未来的偏差值,并以滚动优化方法确定当前的最优控制输入,从而提高过程控制品质。常规PID控制结构如图1所示。
炼化生产装置APC系统主要是针对质量指标或工艺参数平稳率提升的多变量控制,其借助于计算机系统,实现数据处理、模型辨识、控制量计算、控制性能监控和整体系统监视等多种功能,其工程化应用最成功的技术是带约束的多变量预测与优化控制策略。
多变量预测与优化控制策略主要作用为:
1)解决常规控制无法处理的非线性、大滞后、强干扰及变量耦合等控制问题,提升整体控制品质。
2)消除系统原料变化和干扰造成的扰动,提高主要工艺参数的平稳性,改善产品质量,减轻操作员工作量。
3)结合操作优化,充分挖掘DCS设备的潜能,实现装置的“安稳长满优”,达到节能、降耗和增效目的。典型的炼化装置先进控制与优化系统一般可由五部分组成:实时数据库、软测量系统、控制模型、多变量预测控制器和在线优化器。先进控制与优化技术主要分为两个部分:模型预测控制和最优化控制。
2.1 MPC技术
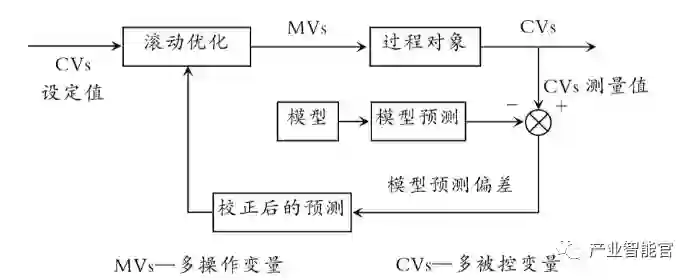
通过辨识的模型,认知多种操作及扰动因素对被控变量的影响。当扰动发生时,预测被控变量在未来时段发生的变化,结合预测值与设定值的偏差,根据优化目标及时调整控制策略,从而使被控变量良好跟踪设定值,提高过程的控制品质。MPC预测控制结构如图2所示。
最优化控制技术
最优化控制问题描述一般包括被控系统模型、状态约束条件、目标集、容许控制集和性能指标等部分。优化会受到众多因素的制约,除了传统地要考虑执行机构等的物理约束外,还要考虑各种工艺性、安全性、经济性(质量、能耗等)和社会性(环保等)指标的约束。目前广泛使用的术语是实时优化(RTO),目的是实现生产装置在最优的工况下运行,RTO是建立在预测控制技术层之上,即在提高控制品质的基础上(变量波动减少),使装置在约束条件的边界上运行(卡边操作),不会由于大波动使装置操作超出正常的操作区域而威胁安全生产。RTO以APC和PID控制系统为广义对象,寻求生产装置的稳态优化。
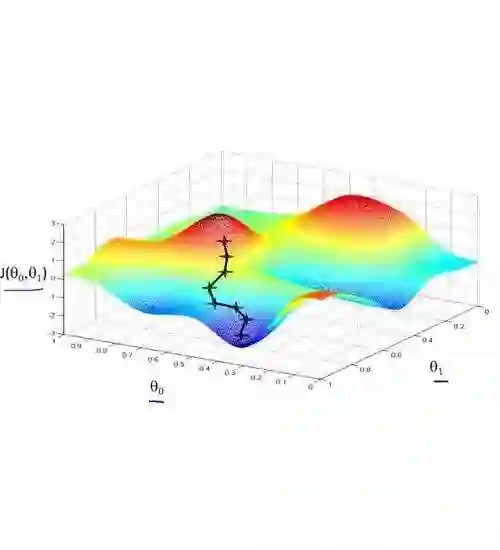
目前还没有一个能够适用于所有情况的实时优化技术,人们必须研究具体生产过程的特点与难点,选择有针对性的实时优化技术,通常都是根据优化目标函数、约束条件的特点和决策变量的数目来选择优化方法。一般情况,操作人员会选择在较大的运行区域内运行装置,远离各种约束或限制条件,从而保证装置安全平稳运行。但是,一般保证装置安全平稳的操作点不代表最好的经济效益点,装置运行的最优点一般位于各种约束的边界上(如图3中的红色圆圈区域)。
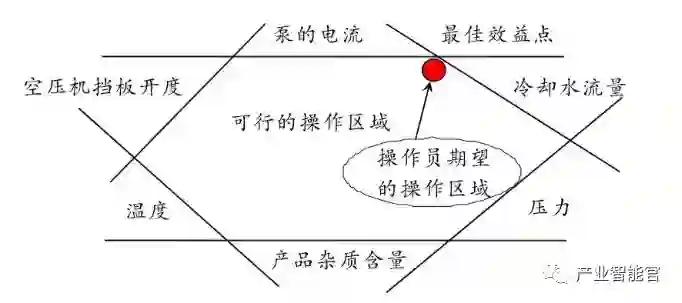
因此,需采用带有约束条件的优化算法和非线性算法,找到装置的最优操作点,并利用多变量预测控制功能将装置稳定在最优操作点运行,从而提升生产装置的经济效益,是最优化控制技术工程化实施的手段。
炼化生产装置采用PID技术,主要是使过程的测量值跟随目标值,达到良好的基础控制。实施APC技术,主要是降低关键工艺指标的波动,进一步平稳装置操作。在实时优化与底层基础控制之间,APC技术起到了承上启下的作用,其对实时优化的成功投运至关重要。由于各种技术的目的、目标和手段不同,通过PID参数整定提升控制回路的自控率,与工程化实施APC或最优化控制相比,没有重复性的实施内容。而且,对装置控制回路进行PID参数整定、提高自动控制水平是实施先进控制及最优化控制的一项重要基础工作。
延展阅读:信息物理系统是实现钢铁工业智能化的关键技术
“
产业智能官:APC是典型的信息物流系统(CPS)
”
目前钢铁工业面临前所未有的严峻挑战。资源、能源消耗大、环境污染严重;过程与产品稳定性不高、一致性差,生产效率低;产品同质化严重,产品结构不合理,高端产品自主生产能力不足;供给侧为需求侧服务不足等问题严峻。因此,构建钢铁行业的以市场为导向的绿色技术创新体系,减少钢铁生产工艺流程的资源和能源消耗,减少污染和排放,推动行业钢铁转型发展,实现 “工艺绿色化、装备智能化、产品高质化、供给服务化”,意义重大。
我国钢铁工业现在迫切需要攻克四座高峰,实现“四化”:
第一是钢铁生产资源、能源消耗大,污染排放严重,迫切需要实现“工艺绿色化”;
第二是生产装备的稳定性、均匀性、一致性差,生产效率低,“装备智能化”的任务迫在眉睫;
第三是产品质量不够高,产品结构失衡,“产品优质化”需求强烈;
第四是供给侧为需求侧服务不足,急需加强供给侧结构性改革,与用户融合发展,为用户提供整体解决方案,实现“供给服务化”。
在此,仅就钢铁的智能制造与大家探讨。
自1784年第一次工业革命至今,人类已经经历了3次工业革命,即以机械化为核心的第一次工业革命,以电气化为核心的第二次工业革命,以自动化、数字化为核心的第三次工业革命。目前处于第四次工业革命阶段,其核心是智能化,目标是建立智能化、数字化工厂,实现智能制造。
钢铁行业是智能化需求最强的行业,也是离智能化最近的行业。为解决我国钢铁行业产品结构失衡、高端产品供给能力不足、产品外形尺寸精度低以及组织性能控制稳定性差等问题,需要实行生产、物流等的智能控制与优化协同,着力开发与应用智能化技术,实现信息深度感知、智慧优化决策、精准协调控制、自主学习提升。信息物理系统(CPS)是实现智能化的关键技术。
目前,我国大多数钢铁企业已经实现了机械化、自动化与数字化,基本达到了工业2.0的水平。经过努力,相当一部分钢厂将基本达到工业3.0+的水平。但是,钢铁工业属于大型复杂流程工业,我国尚未形成全流程一体化的智能化控制与全局的协调优化。
未来应以第四次工业革命的核心技术CPS为目标,对钢铁行业现有的自动化系统进行改造,拓展网络功能,强化计算能力和感知能力,建成可靠的、实时的、安全的、协作的智能化钢铁生产信息物理系统,实现钢铁行业的智能化发展。
我们要综合利用现代通信与信息技术、计算机网络技术、智能控制技术、行业技术,建立信息物理系统,使我们的控制系统具有感知、记忆、思维、学习和自适应能力以及行为决策能力。在这个系统中,钢铁工业将利用物联网、大数据、云计算等最新信息技术提供的环境和手段,建立起一体化的管控平台。它与全链条生产线互联互通,构成两层式的系统架构,对钢铁生产过程全流程实现扁平化、一体化、一竿子插到底的智能管控,实现信息采集、处理、监控和一体化生产调度管理的智能、协调,做到“信息的深度感知、网络的互联互通、精准协调控制、优化智慧决策、自主学习提升”。只有这样,钢铁工业这个典型的流程工业,才会克服过去的孤岛式、单工序的“单打独奏”的解决问题方式,充分利用一体化的智能制造来解决稳定性、均匀性、一致性等方面的问题,提供全流程、一体化的解决方案,做到钢铁生产全过程的一体化控制、钢铁生产各层次的协调优化、大规模定制下产品个性化与定制化以及装备、物流、能源的智能控制与协同优化等,大幅提高生产效率,提升企业的劳动生产率。
应当特别注意的是,钢铁工业是典型的流程工业,作为全流程主体的高炉、转炉、精炼炉、钢包、连铸坯、热轧轧件、冷轧轧件等均为“黑箱”,即我们无法获取各个反应器或者轧件内部的信息。即使建立起大数据管控平台,仍然无法精准把握“黑箱”内的物理与化学变化。当前,欲实现钢铁工业的智能制造,必须利用可以采集到的大量相关信息,基于新型的数字感知技术,“逼真”地描绘出“黑箱”中的变化,建立物理世界的“虚拟映像”或“数字孪生”,并进而进行智能决策和控制。这是智能控制的核心环节,是钢铁智能制造的特点和难点,是我们在实现智能制造过程中必须攻克的制高点。
在目前由实体(物理)向数字(虚拟)的转变与发展中,如何利用大数据、互联网、云计算、人工智能等信息技术,对生产中物理系统内部不可测的物理参数进行数字感知,是材料人长期以来的梦想,也是材料科学与技术发展面临的重大问题。数字感知为我们提供了非常理想的解决方案。数字感知将虚拟现实(VR)和增强现实(AR)及人工智能(AI)结合,攻克以往无法逾越的“黑箱”障碍,从而建立起CPS的核心部分,即与现实系统成镜面映射并即时互动的虚拟系统。在这个具有足够精度的虚拟系统上,再加上精准、协调的智能控制,则钢铁生产过程的智能设计与实时精准控制将成为可能。
钢铁行业智能制造可以实现如下目标:
建立跨系统、跨工序、跨领域的钢铁工艺质量大数据平台,实现数据自动流动;
材料组织、性能、表面等关键工艺质量参数的精准预报与在线状态感知;
工艺、设备和质量的关系分析,质量在线综合评判与异常原因追溯;
工艺参数和制备工序流程的优化,质量参数精准控制与多工序协调匹配;
基于工艺装备状态的多工序动态排程,产供销全流程协同的智能决策。
更重要的是,智能制造还能面向用户进行多规格、小批量、定制化生产,使上下游实现高质量的协同发展,提高全产业链效益。正如习近平在2018年两院院士大会讲话中指出:“要以智能制造为主攻方向推动产业技术变革和优化升级,推动制造业产业模式和企业形态根本性转变,以‘鼎新’带动‘革故’,以增量带动存量,促进我国产业迈向全球价值链中高端。”

先进制造业+工业互联网
产业智能官 AI-CPS
加入知识星球“产业智能研究院”:先进制造业OT(自动化+机器人+工艺+精益)和工业互联网IT(云计算+大数据+物联网+区块链+人工智能)产业智能化技术深度融合,在场景中构建“状态感知-实时分析-自主决策-精准执行-学习提升”的产业智能化平台;实现产业转型升级、DT驱动业务、价值创新创造的产业互联生态链。

版权声明:产业智能官(ID:AI-CPS)推荐的文章,除非确实无法确认,我们都会注明作者和来源,涉权烦请联系协商解决,联系、投稿邮箱:erp_vip@hotmail.com。