机器视觉带你“洞见”工业4.0
点击上方“公众号”可以订阅哦!
工业4.0离不开智能制造,智能制造离不开机器视觉。机器视觉是近年来发展迅速的一项新技术,利用光机电一体化的手段使机器具有视觉的功能。机器视觉为工业自动化打开了“新窗口”。智能制造时代,机器视觉发展潜力巨大。
机器视觉让机器看懂世界题
顾名思义,机器视觉就是用机器代替人眼来做测量和判断。机器视觉的应用主要表现在四个方面:
①引导和定位:上下料使用机器视觉来定位,引导机械手臂准确抓取。
②外观检测:检测生产线上产品有无质量问题,该环节也是取代人工最多的环节。
③高精度检测:有些产品的精密度较高,达到0.01~0.02m甚至到u级,人眼无法检测必须使用机器完成。
④识别:数据的追溯和采集,在汽车零部件、食品、药品等应用较多。
以检测应用为例,简单介绍机器视觉的工作原理。用工业相机采集被检测器件的图像,这是机器视觉最重要的一个环节,为了检测出所有需要的特征,需要不断地调整光源和相机的参数,然后利用专业的图像处理软件将模拟信号转化为数字信号,再对其进行运算,抽取目标的待检测特征,如颜色、器件表面是否有划痕、规格大小是否合格、表面涂料是否均匀等等,然后输出结果,反馈到机械端对器件进行分检,将不合格器件挑选出来,即图像获取、信息处理和完成分拣三个过程。如图所示:
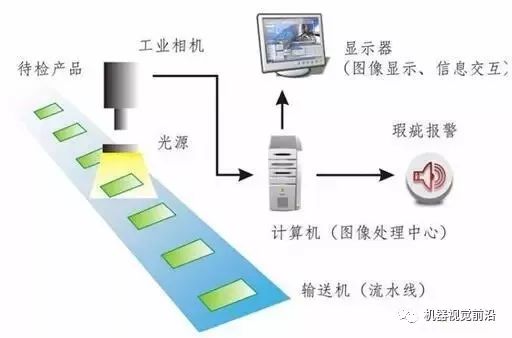
(机器视觉技术的工作原理)
智能制造时代,机器视觉发展潜力巨大
全球机器视觉产业主要分布于北美、欧洲以及日本地区,其中北美占比达62%,欧洲占比为15%,日本则为10%。
中国机器视觉相关产业起步较晚,但发展速度迅速,自2009年以来进入高速发展期,年增速达到15-20%左右。目前,中国已成为继美国和日本之后的全球第三大机器视觉市场。2015年其市场规模达到22亿元,全球占比8.3%,增速为22.2%,远高于全球平均水平。2016-2020年,中国机器视觉市场增速预计将保持在20%以上,将达到十亿美金级的市场空间。
我国机器视觉系统目前仍主要应用在半导体及电子制造领域,2015年占比高达46.4%,其中较为突出的是在SMT贴片、AOI/AXI设备以及连接器检测上。汽车和制药在机器视觉应用下游中同样占比可观,2015年分别达到了10.9%、9.7%。(数据来源:中国报告网)
机器视觉系统的优势在于提高生产的产品质量和生产线自动化程度。尤其是在一些不适合人工作业的危险工作或人眼难以满足要求的场合;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。业内预计,机器视觉未来市场将会进一步打开。
机器视觉技术工业大应用
当前国内机器视觉技术广泛应用于电子及半导体制造、汽车制造、工业检测、药品检测分装、食品包装、印刷检测、铁路及公路检测、公共安全、金融、生物医学、娱乐、军事、化工及科研等领域。而工业领域毋庸置疑是机器视觉应用比重最大的领域,其重要原因是中国已经成为全球制造业的加工中心,高要求的零部件加工及其相应的先进生产线改造,使机器视觉产品在工业制造领域的应用达到**。
基于机器视觉的工业机器人定位技术
机器人的智能化程度影响着整个工业演化的进程,传统的机器人大多是通过示教再现或者预编程来实现各种操作,极大地限制了机器人的应用。具有力觉、机器视觉及多种传感器的机器人运动控制技术,是柔性自动化制造技术中的典范,利用机器人的视觉控制,不需要预先对工业机器人的运动轨迹进行示教或离线编程,可节约大量的编程时间,提高生产效率和加工质量。

(基于机器视觉的工业机器人定位技术流程)
让机器人像人一样,有自我意识:走到什么地方,去抓取什么工件,用多大力度去抓,把工件放置在什么位置进行装配,不是由人类设定程序控制,而是机器人自己做。这个“自我控制”的过程实际上就是通过机器视觉技术让工业机器人有了智力。
工业在线检测系统
机器视觉在工业在线检测的各个应用领域十分活跃,如:印刷电路板的视觉检查、钢板表面的自动探伤、大型工件平行度和垂直度测量、容器容积或杂质检测、机械零件的自动识别分类和几何尺寸测量等。
如英国ROVER(英孚)汽车公司800系列汽车车身轮廓尺寸精度的100%在线检测,是机器视觉系统用于工业检测中的一个较为典型的例子,该系统由62个测量单元组成,每个测量单元包括一台激光器和一个CCD摄像机,用以检测车身外壳上288个测量点。检测系统以每40秒检测一个车身的速度,检测三种类型的车身。系统将检测结果与CAD模型中的尺寸相比较,测量精度为±0.1mm。

(汽车车身在线检测)
再如,金属板表面自动探伤系统利用机器视觉技术对金属表面缺陷进行自动检查,在生产过程中高速、准确地进行检测,同时由于采用非接触式测量,避免了产生新划伤的可能。
图像识别完成数据的追溯和采集
电子标签是近年发展起来的一项新技术,它采用机器视觉的识别技术,将涉及产品的各种质量信息写入或读出。如在四缸发动机的缸体生产线上,主轴承盖在缸体上的装配是一个典型示例。
5个主轴承盖的前端部呈不同的台阶状,各不相同。通过每个零件上的数字标识,按规定顺序和方向安装。在生产线的拧紧装配工位和翻转工位之间设置一检测工位,通过自动识别,判断装配结果的正确性。若全部正确,则缸体继续流向下一工位,否则报警并给PLC发出指令,使生产线停机,将有问题的缸体下线返修。为了适应1件/分钟的装配节拍,采用在缸体移动过程中检测,2个光电视觉传感器分别前后布置在生产线的上方和一侧。前一个为零件定位传感器,用以自动准确地触发采样,后一个用于动态识别5个主轴承盖的表面几何形状。根据预先置入的各主轴承盖特征参数和采集到的传感器输出信号,可确定是否装错并指示具体出错位置。(案例来源:大众动力总成朱正德)
机器视觉行业领导厂商
据统计,中国的国际机器视觉品牌已超100多家,中国自己的机器视觉企业也超过102家,机器视觉产品代理商超过200家,专业的机器视觉系统集成商超过50家。

(国外知名的机器视觉厂商)
注:投稿请电邮至124239956@qq.com ,合作 或 加入未来产业促进会请加:www13923462501 微信号或者扫描下面二维码:

文章版权归原作者所有。如涉及作品版权问题,请与我们联系,我们将删除内容或协商版权问题!联系QQ:124239956




