【优博微展2018】王健健:陶瓷基复合/硬脆材料旋转超声制孔损伤机理与抑制策略

王健健 :2018年清华大学优秀博士学位论文二等奖获得者
陶瓷基复合/硬脆材料旋转超声制孔损伤机理与抑制策略
Damage Formation Mechanism and Suppression Methods in Rotary Ultrasonic Drilling of Hard and Brittle Materials & Ceramic Matrix Composites
作 者:王健健
指导教师:冯平法
培养院系:机械工程系
学 科:机械工程
读博感言:用心做好当下事,路才会越走越宽
陶瓷基复合/硬脆材料的高效低损伤加工难题极大地限制了其在尖端科技领域的应用。旋转超声磨削加工是硬脆材料高效加工的有效方法,但是超声加工的表面裂纹与出口崩边/撕裂等损伤问题一直没有得到很好的解决。这一方面是由于对超声机床的工艺能力认识不足,缺乏制定超声工艺的边界条件;另一方面是由于对超声加工损伤形成机理认识不足,缺乏超声工艺优化的理论基础,没有形成系统有效的加工损伤抑制策略。
针对以上问题,论文选取K9玻璃、石英玻璃、蓝宝石晶体和C/SiC复合材料为研究对象,在超声机床工艺能力、材料去除机理、损伤形成机理、低损伤刀具设计等方面开展研究,形成系统的硬脆材料高效低损伤旋转超声加工理论与技术方法。
1. 提出超声机床工艺能力评价指标,保证负载作用下超声机床的超声振动仍然有效,从而发挥旋转超声加工在减小亚表面损伤和切削力方面的工艺优势,实现比普通加工减小50%以上的出孔损伤;
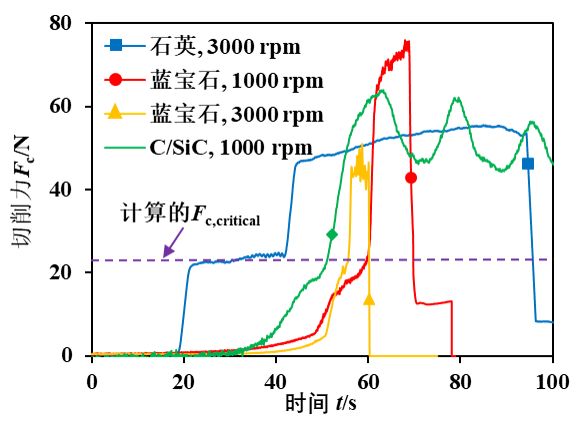
图1 超声机床工艺能力评价指标-极限切削力:建模与实验验证
2. 基于加工损伤形成机理,提出低损伤刀具设计方法,使旋转超声加工进一步减小50%以上的出孔损伤,同时出孔损伤的工艺可控性得到显著提升。
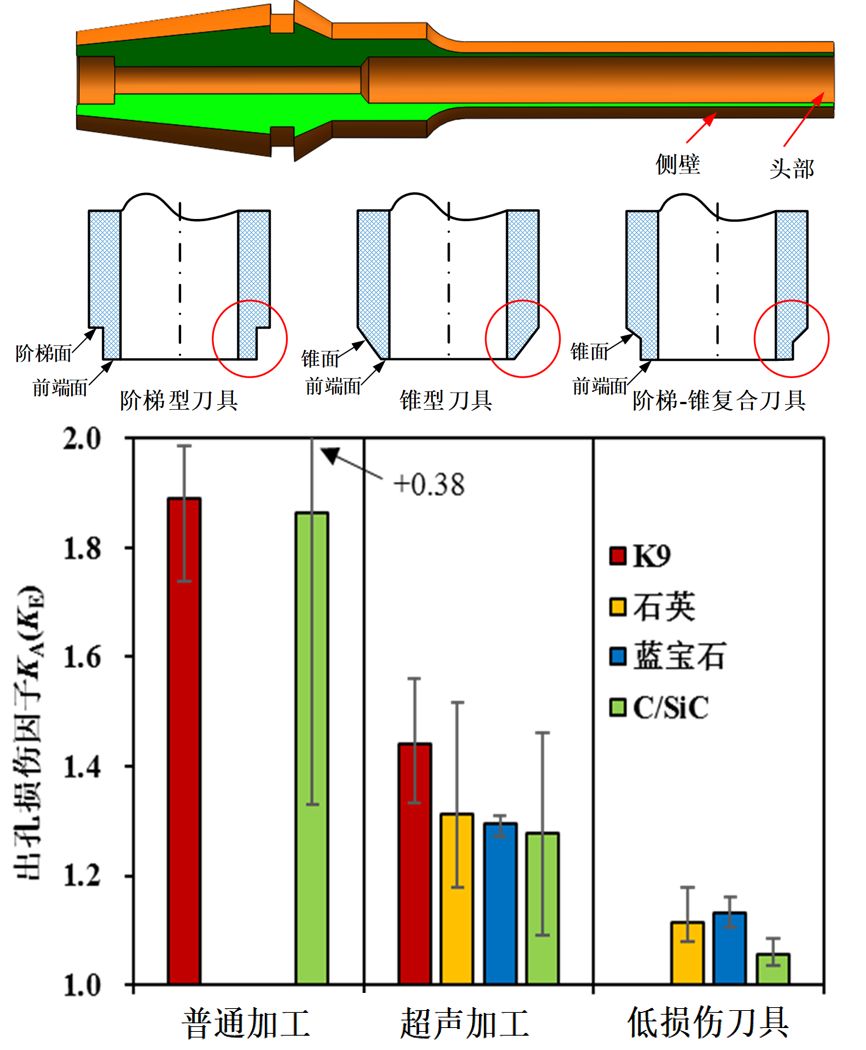
图2 低损伤刀具及其工艺效果
1. 提出将极限切削力作为超声机床的性能评价指标,理论分析并实验证实了极限切削力是保证硬脆材料超声制孔工艺有效的首要条件,建立了极限切削力与超声系统振动特性的理论关系模型,为超声系统的设计提供了依据。
2. 揭示了硬脆材料超声加工抑制亚表面损伤以减小崩边损伤的机理,以及磨粒横向振动可以提高复合材料制孔的表面质量、降低出孔撕裂损伤面积,基于损伤形成机理建立损伤尺寸的理论预测模型,为确定合理的工艺参数提供了依据。
3. 提出了刀具端部楔形接触结构的低损伤刀具设计方法,达到了显著减小出孔损伤(50%以上)的优异效果。
通过工艺试验验证了上述模型和方法的有效性,为高效低损伤超声加工硬脆材料提供了新的理论基础和方法。
1.Wang J, Feng P*, Zhang J, Zhang C, Pei Z. Modeling the dependency of edge chipping size on the material properties and cutting force for rotary ultrasonic drilling of brittle materials. International Journal of Machine Tools and Manufacture, 2016, 101: 18-27
2. Wang J, Feng P, Zhang J*. Reducing edge chipping defect in rotary ultrasonic machining of optical glass by compound step-taper tool. Journal of Manufacturing Processes, 2018, 32: 213-221.
3. Wang J, Zhang J, Feng P*, Guo P. Experimental and theoretical investigation on critical cutting force in rotary ultrasonic drilling of brittle materials and composites. International Journal of Mechanical Sciences, 2018, 135: 555-564.
作者:王健健
供图:王健健
编辑:清华大学研究生院 周明坤 吴佳瑛 李文
转载须经作者同意授权