【自动化】自动化仓储设备的运维实施
物流技术与应用
文|考拉海购
康永卫、袁园、王小继
随着自动化物流设备的普及应用,如何对相关设备的运行和维护进行管理,成为物流、电商等企业需要重点关注的内容。本文在设备管理重要性的同时,针对自动化物流设备管理的诸多难点,提出要建立完善的设备管理机制,并且在设备运维管理过程中,要从整体的角度去分析设备运维全过程,需要将日常维修、设备改善、保养点检、培训体质、备件管理、安全管理等结合到一起,整体把控设备管理体系,使设备管理形成一个闭环,从而达到降低企业成本、提高企业经济效益的目的。
随着物流业和工业生产的发展, 实现物流的合理化受到广泛重视。尤其是在自动化立体库、分拣系统等智能仓储设备开始应用普及的当下,物流系统的“低成本、高效益”的运行成为各方追求的目标。
实际上,智能仓储设备的使用对现代物流企业,电商提出了更高的要求,如何降低自动化设备的故障率,提高使用效率成为企业关注的问题。

自动化物流设备管理的难点主要包括:1.设备种类多,供应商多,系统管控复杂;2.设备使用频率高,稳定性要求高;3.设备团队人员流动大,人员培训周期长;4.培训体系不健全,长期依赖供应商等。如果在设备管理过程中,企业存在认知问题,生产过程中没有认识到设备管理的重要性,没有建立完善的设备管理机制,将导致设备问题影响实际运营,不仅会增加企业成本,而且降低企业经济效益。
一、自动化设备运维管理的目标
设备管理被现代企业管理学称之为“命脉管理”。备件管理、运维管理和检修保养管理等被称为设备管理的三大支柱,可见搞好企业的设备管理具有十分重要的作用和意义。
设备管理,如同人的健康管理,如图2。
我们要通过对自我不断养护来减少疾病的发生。为了设备不生病,必须落实做好设备保养,通过合理设备保养来降低设备突发异常的频率。
在日常工作中,大家会把事情按照重要性和紧急性两个维度来区分,如图3。
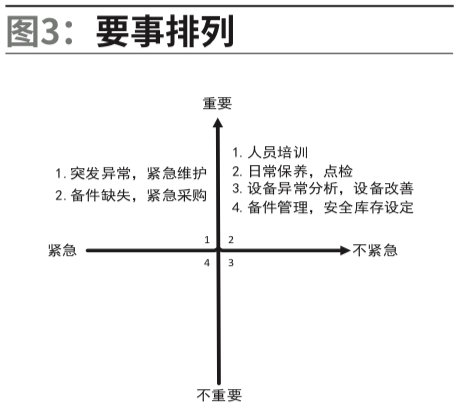
要重视第二象限的工作,从而降低第一象限事件的发生几率,设备管理理念由设备维修转向保障设备稳定,其目的在于将设备综合效率达到极限。
二、设备管理评价的两大指标
1.MTBF平均故障间隔(mean time between failures)
MTBF是用来衡量本次故障和上次故障的间隔时间长短的指标,MTBF实例如图4。

设备管理角度来看,MTBF代表着设备的可靠性。如果值越大表明故障次数较少,成本降低。设备管理可以通过MTBF实现设备关键部件寿命预测,制定维修保养计划,重新核定备件安全库存等( 如图4);
2.MTTR平均修理时间(mean time to repair)
MTTR是故障发生到修复完成的平均时间,用于衡量一个系统是否易于维护保养的指标,MTTR数值越小,表明修复时间越短,系统易于维护,维护保养度高,MTTR实例如图5。

设备管理可以通过MTTR衡量设备是否易于保养,作为选型参考条件;衡量设备员工技能水平,针对性培训。
三、设备运维管理
设备运维管理过程中,从整体的角度去分析设备运维全过程。设备运维管理需要将日常维修、设备改善、保养点检、培训体质、备件管理、安全管理等结合到一起,整体把控设备管理体系,使设备管理形成一个闭环。
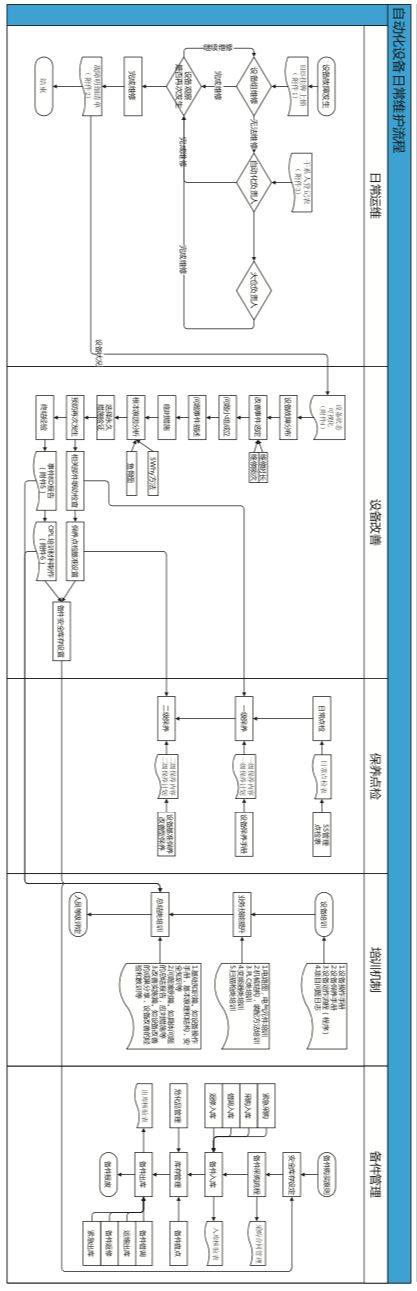
自动化仓库中常见的设备运维管理推行案例,如图6。
图6:日常运维流程(横屏观看)
1.设备状况数据分析
日常运维要重视详细真实的记录运维事件,可快速查看设备详情、维保日志、备件更换记录、设备知识库甚至设备的实时状态参数。日常运维重要输出之一就是设备状态数据分析,为后续的设备改善、保养点检基准、备件管理提供数据支持。
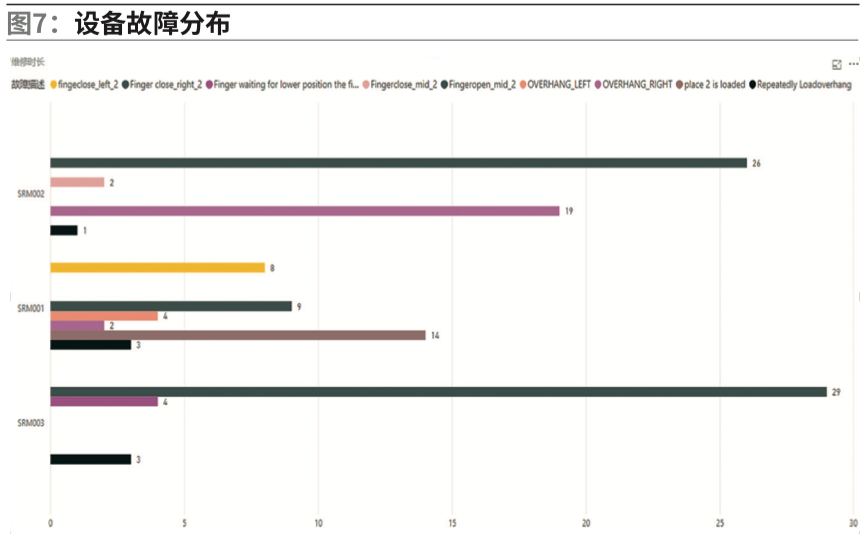
通过SCADA数据采集与监视控制系统、维工单系统、小组观察等手段收集设备的基础数据,掌握设备现状一手资料,为后续运维保养打下基础。如图7是对工单系统进行汇总确定月故障分布。定期对设备数据进行分析,通过平均故障间隔(MTBF)判断设备稳定性,通过平均修理时间(MTTR)判断人员培训方向。
2.改善事件分析方法
以设备故障分布数据为基础,以维修时长和维修频次做为维度,选择改善的方向。改善事件选定后,可以采用8D的分析方法来应对,如图8所示流程。
横屏观看

整个改善过程如图9,要输出设备故障总结,设备改善最终方案,设备保养点检基准更新,设备人员培训资料更新,备件安全库存更新,落实设备培训。
横屏观看

改善事件要持续不断进行,以小组为单位进行,提高团队合作能力,增加团队成功感,重视小组成员内部分享。使设备维修工作逐步转向设备改善,预防性设备维护工作,设备管理的目标由设备抢修转向保障设备稳定。
3.培训计划
伴随自动化物流高速发展,企业在日常运维过程中出现了“设备等人”现象,其中原因有:(1)行业发展迅速,人员储备跟不上;(2)运维人员流转高,运维经验无法传承等。培训的目的主要是使管理和使用设备的人员不仅对设备有足够认识,而且能完全胜任所承担的工作,确保设备安全可靠运行,为企业发展培养自己的“青训队”。
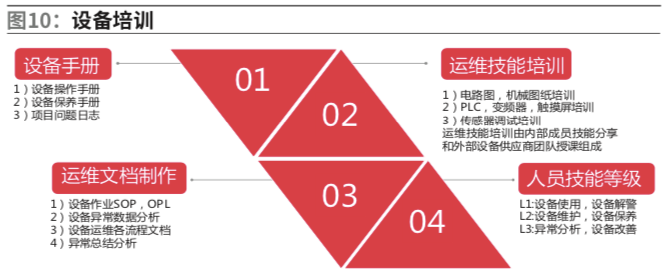
培训内容主要包括设备结构、工作原理、控制工艺等理论培训及设备操作规程、现场操作、设备的维护保养工作、设备安装调试、设备运行参数调整、设备故障排除、事故应急措施等内容,如图10。
在设备管理中MTTR这个指标通常也是用来衡量员工技能的标准之一,也可以帮助我们确定员工培训方向。设备运维管理中设备培训始终贯穿其过程,最常见的一种培训方法是OPL(One Point Lesson),也就是俗称的一点通,如图11。
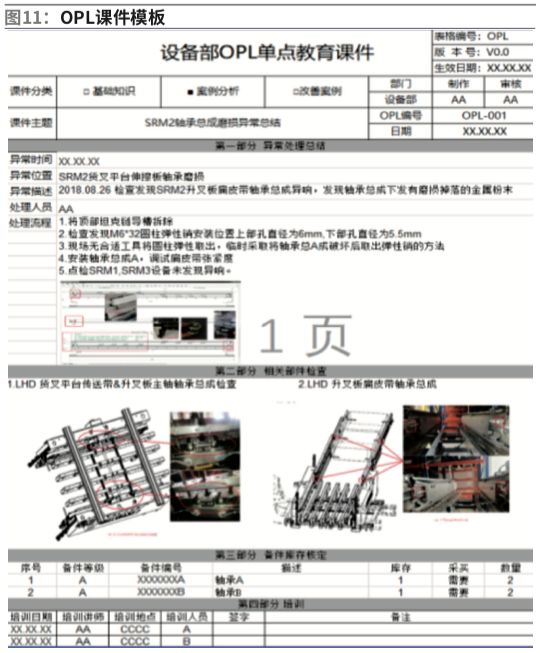
OPL的内容可分为:
a.基础知识篇。如设备操作手册,基本原理和结构,安全知识等。
b.问题案例篇。如具体问题的总结报告,应对措施等。
c.改善实施篇。如设备改善的成果分享,设备改善的经验和教训等。
设备培训要重视小组内部分享,形成培训机制,建立设备维修故障树,重视设备经验的传授,加快新员工的成长,提高员工技能,扩大员工业务技能覆盖面,保障员工技能在横向和纵向都有发展。
四、设备备件管理
备件管理是设备管理与维修工作中的重要环节,如图12,是设备正常维护检修和应急处理的保障性物资。

做好设备备件管理,用最少的设备资金,合理地展开库存储备工作,保障设备维修需要,减少设备的停机事件,减少设备维修时长,提供企业生产效益。
备件库安全库存完全依靠管理者的主观判断来决定,时常会出现库存积压、备件品类不合理等。造成此现象的原因可总结为以下三点:
备件管理人员有“多备少患”和“不坏不买”两种极端思想,很少从经济因素考虑,如库存积压、停产损耗等方面考虑库房的安全库存。
备件管理人员缺乏专业知识和实践经验,不懂得确定备件安全库存应根据机器的实际工作情况,如工作环境、运行时间以及设备的役龄等,只是盲目按照设备供应商所提供的《备件手册》来制定备件储备。
缺乏对备件管理信息的收集和研究,如备件供应商的供货周期、备件历史消耗数据的收集和整理,以及备件的采购费用及保管费用等。
上述三点是设备备件管理普遍存在的问题,应加强以下几方面的工作,提高我们的备件管理工作:
应重视对备件管理技术人员的专业知识培养,提高业务技术水平。
应完善备件编码体系,规范备 件的编码工作,完善备件清单避免出现同备件重复编码的现象。
在日常运维过程中重视收集备件信息,做好备件溯源,如备件历史消耗、供货周期、采购费用等累积管理经验,优化备件品种和安全库存。
尽量采用经济订货批量,如全国库房统一汇总采购,以及产品生产商签订战略协议框架等。
重视库存分析,如应定期统计备件消耗数量以预测未来消耗趋势 ,掌握备件使用寿命和磨损规 律 ;核查备件的资金占用率和资金周转期 (或资金周转率 )以优化库存参数等。一般情况下 ,备件的资金占用率应控制在 1% ~3% 内 ,备件的资金周转期应在一年半左右。
加强备件仓库管理,不断完善仓库管理制度,提高仓库管理效率。
五、检修保养管理
将预防性维护工作看作是资产增值,有一个可靠的预防性维护计划可以使资产持续更久,同时降低停机成本。让管理人员和技术人员看到保养的价值是很重要的,这使他们更有可能持续而正确地进行预防性维护工作。
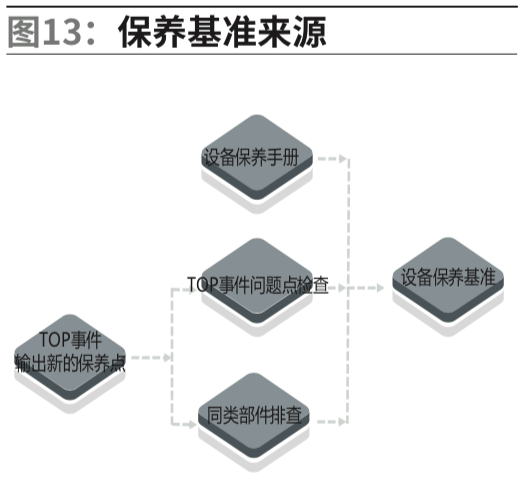
在设备管理初期,我们需要从设备供应商中得到保养手册,通过持续不断改善事件管理,不断完善保养内容和点检内容,修正设备保养点检的基准,如图13。
基于更新的保养基准,可以按照设备种类,设备标段,设备使用频率等维度制定设备保养计划,设备保养的实行要做到“定点、定质、定量、定期、定人”。
设备运维过程中,我们通常分为三级保养及依据工作量大小和难易程度,分为日常保养、一级保养和二级保养。在保养过程中生产、设备、设备供应商担当不同的角色任务,如图14。
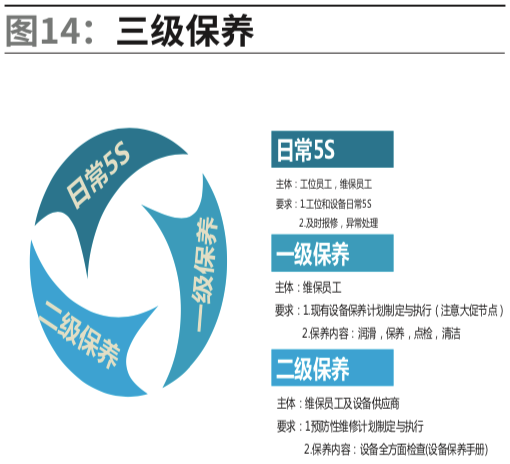
电商自动化设备保养在计划排定过程中特别要注意大促节点,确保大促期间的设备平稳运营。设备保养点检计划的严格执行是设备稳定的保障。
六、结束语
“工欲善其事,必先利其器”,设备管理的目的,就在于按照设备固有的规律,同时也按照客观经济规律,通过维护保养,设备改善等手段,使其各种性能指标保持高度完好,提高其生产率和利用率,延长使用寿命并谋求最经济的设备寿命周期费用,追求无事故、高效益,最终赢得企业效益。
企业在推行自动化设备管理时需要结合实际情况,不断引进先进管理理念,完善设备管理标准,建立人才培训机制,落实运维制度,为企业创造更多的经济效益。

先进制造业+工业互联网
产业智能官 AI-CPS
加入知识星球“产业智能研究院”:先进制造业OT(自动化+机器人+工艺+精益)和工业互联网IT(云计算+大数据+物联网+区块链+人工智能)产业智能化技术深度融合,在场景中构建“状态感知-实时分析-自主决策-精准执行-学习提升”的产业智能化平台;实现产业转型升级、DT驱动业务、价值创新创造的产业互联生态链。

版权声明:产业智能官(ID:AI-CPS)推荐的文章,除非确实无法确认,我们都会注明作者和来源,涉权烦请联系协商解决,联系、投稿邮箱:erp_vip@hotmail.com。




