【材料课堂】焊接缺陷原因及解决措施
焊接方式 |
发生原因 |
防止措施 |
手工电弧焊 |
(1)焊条不良或潮湿. |
(1)选用适当的焊条并注意烘干. |
CO2气体保护焊 |
(1)母材不洁. |
(1)焊接前注意清洁被焊部位. |
埋弧焊接 |
(1)焊缝有锈、氧化膜、油脂等有机物的杂质. |
(1)焊缝需研磨或以火焰烧除,再以钢丝刷清除. |
设备不良 |
(1)减压表冷却,气体无法流出. |
(1)气体调节器无附电热器时,要加装电热器,同时检查表之流量. |
自保护药芯焊丝 |
(1)电压过高. |
(1)降低电压. |
焊接方式 |
发生原因 |
防止措施 |
手工 |
(1)电流太强. |
(1)使用较低电流. |
CO2气体 |
(1)电弧过长,焊接速度太快. |
(1)降低电弧长度及速度. |
焊接方式 |
发生原因 |
防止措施 |
手工 |
(1)前层焊渣未完全清除. |
(1)彻底清除前层焊渣. |
CO2气体电弧焊 |
(1)母材倾斜(下坡)使焊渣超前. |
(1)尽可能将焊件放置水平位置. |
埋弧 |
(1)焊接方向朝母材倾斜方向,因此焊渣流动超前. |
(1)焊接改向相反方向焊接,或将母材尽可能改成水平方向焊接. |
自保护药芯焊丝 |
(1)电弧电压过低. |
(1)调整适当. |
焊接方式 |
发生原因 |
防止措施 |
手工 |
(1)焊条选用不当. |
(1)选用较具渗透力的焊条. |
CO2气体 |
(1)电弧过小,焊接速度过低. |
(1)增加焊接电流和速度. |
自保护药芯焊丝 |
(1)电流太低. |
(1)提高电流. |
焊接方式 |
发生原因 |
防止措施 |
手工 |
(1)焊件含有过高的碳、锰等合金元素. |
(1)使用低氢系焊条. |
CO2气体保护焊 |
(1)开槽角度过小,在大电流焊接时,产生梨形和焊道裂纹. |
(1)注意适当开槽角度与电流的配合,必要时要加大开槽角度. |
埋弧 |
(1)对焊缝母材所用的焊丝和焊剂之配合不适当(母材含碳量过大,焊丝金属含锰量太少). |
(1)使用含锰量较高的焊丝,在母材含碳量多时,要有预热之措施. |
焊接方式 |
发生原因 |
防止措施 |
手焊、CO2气体保护焊、 |
(1)焊接层数太多. |
(1)使用直径较大之焊条及较高电流. |
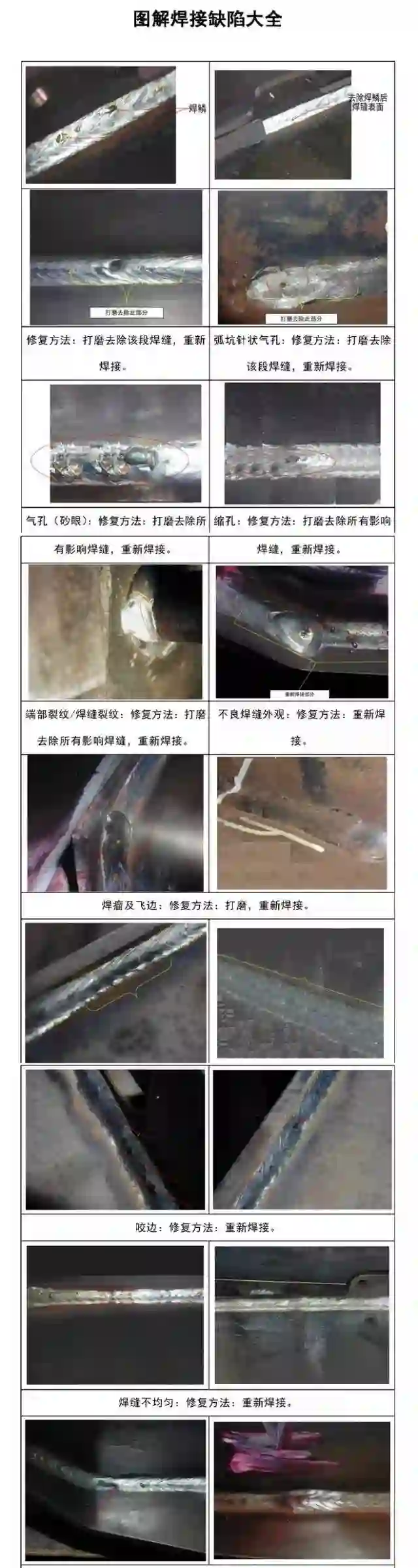
缺陷名称 |
发生原因 |
防止措施 |
搭叠(Overlap) |
(1)电流太低. |
(1)使用适当的电流. |
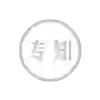
焊道外观形状不良(Bad Appearance) |
(1)焊条不良. (5)焊道内,熔填方法不良. |
(1)选用适当大小良好的干燥焊条. |
凹痕(Pit) |
(1)使用焊条不当. |
(1)使用适当焊条,如无法消除时用低氢型焊条. |
偏弧(Arc Blow) |
(1)在直流电焊时,焊件所生磁场不均,使电弧偏向. |
(1)电弧偏向一方置一地线. (3)减小焊枪拖曳角. |
烧穿 |
(1)在有开槽焊接时,电流过大. |
(1)降低电流. |
焊道不均匀 |
(1)导电嘴磨损,焊丝输出产生摇摆. |
(1)将焊接导电嘴换新使用. |
焊泪 |
(1)电流过大,焊接速度太慢. |
(1)选用正确电流及焊接速度. |
火花飞溅过多 |
(1)焊条不良. |
(1)采用干燥合适之焊条. |
焊道成蛇行状 |
(1)焊丝伸出过长. |
(1)采用适当的长度,例如实心焊丝在大电流时伸出长20-25mm.在自保护焊接时伸出长度约为40-50mm. |
电弧不稳定 |
(1)焊枪前端之导电嘴比焊丝心径大太多. |
(1)焊丝心径必须与导电嘴配合. (4)将输送机轴加油,使回转润滑. |
喷嘴与母材间发生电弧 |
(1)喷嘴,导管或导电嘴间发生短路. |
(1)火花飞溅物粘及喷嘴过多须除去,或是使用焊枪有绝缘保护之陶瓷管. |
焊枪喷嘴过热 |
(1)冷却水不能充分流出. |
(1)冷却水管不通,如冷却水管阻塞,必须清除使水压提升流量正常. |
焊丝粘住导电嘴 |
(1)导电嘴与母材间的距离过短. |
(1)使用适当距离或稍为长些来起弧,然后调整到适当距离. |
推荐阅读:
对比53所高校研究生补贴政策一览表!
【免费下载】5款科研学术必备软件
必备数据处理技能:Origin使用问题集锦

在看吗👇