【机器视觉】简述:一个完整的机器视觉系统工作过程
机器视觉系统分别有以下配件组成:
1.相机:黑白智能相机、线扫描智能相机、彩色智能相机、CMOS智能相机、读码器等;
2.板 卡:黑白图像采集卡、图象压缩/解压板卡、彩色采集卡、1394接口板卡、图象处理板卡等;
3.软 件 包:图象处理软件、机器视觉工具软件;
4.工业相机:cmos相机、ccd彩色相机、面阵相机、CAMERA-LINK相机、行扫描相机、红外相机、高速相机、1394接口相机;
5.工业镜头:相机镜头、放大镜、高分辨率镜头、图象扫描镜头、聚光透镜、望远镜、摄象机镜头
6.光源:led光源、氙气照明系统、紫外照明系统、红外光源、光纤照明系统、荧光照明系统;
7.辅助产品:标定块、光栅、围圈、连线及连接器、电源、底板;
8.图象处理系统:光学文字、识别系统、自动化/机器人技术、红外图象系统;
9.光学系统:显微镜、激光扫描仪、电子视频内窥镜、工业内窥镜;
机器视觉系统工作过程:
1、工件定位检测器探测到物体已经运动至接近摄像系统的视野中心,向图像采集部分发送触发脉冲。
2、图像采集部分按照事先设定的程序和延时,分别向摄像机和照明系统发出启动脉冲。
3、摄像机停止目前的扫描,重新开始新的一帧扫描,或者摄像机在启动脉冲来到之前处于等待状态,启动脉冲到来后启动一帧扫描。
4、摄像机开始新的一帧扫描之前打开曝光机构,曝光时间可以事先设定。
5、另一个启动脉冲打开灯光照明,灯光的开启时间应该与摄像机的曝光时间匹配。
6、摄像机曝光后,正式开始一帧图像的扫描和输出。
7、图像采集部分接收模拟视频信号通过A/D将其数字化,或者是直接接收摄像机数字化后的数字视频数据。
8、图像采集部分将数字图像存放在处理器或计算机的内存中。
9、处理器对图像进行处理、分析、识别,获得测量结果或逻辑控制值。
10、处理结果控制流水线的动作、进行定位、纠正运动的误差等。
延展阅读:机器视觉定位如何在线检测螺丝、螺母的缺陷?
工业4.0时代,针对市场零件生产越来越趋于精密化,而用人成本不断增高,人工效率及稳定性也不高,误检、漏检比率高。在目前的市场,推出基于机器视觉的检测方法,检测原理是通过CCD相机拍照,软件进行图像分析,这种方法高效、高速、非接触的检测。就例如螺丝螺母对于品质要求极为严格,而且,螺丝螺母的使用量一般都很大,一般都是大批量生产,这时外观检测依靠人工是完全应付不过来的,所以只能采用光学影像检测设备来进行品质检测。

实现的过程如下:
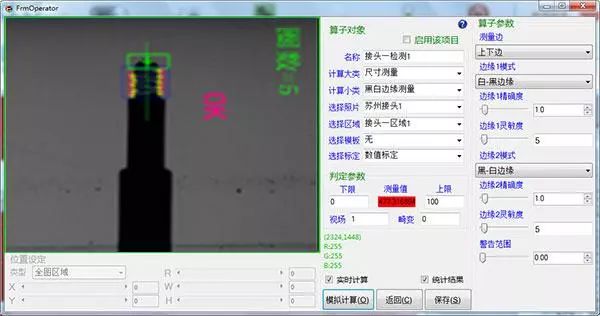
1. 采集图像→图像预处理→轮廓匹配→位置补正→螺纹检测→数据判断→数值显示。如下图,利用我们自主研发的软件就可以轻松检测出螺丝的圈数为5圈。
总结:在视觉检测中,处理的过程一般包括图像输入、图像定位、检测工具、输出结果。在本次案例中,图像定位的工具是轮廓匹配与位置补正,检测工具是螺纹检测,结果是显示螺纹的圈数。在应用的过程中,要灵活的运用各工具之间的搭配使用,才能做到融汇贯通,熟能生巧。
螺丝螺母外观检测设备特点:
1.检测效率可到到300-1200个/分钟
2.检测精度最高可达±0.02mm
3.检测准确性可达99.9%
4.自动上料,下料,无需人工操作。
外观检测设备,就是专门检测产品外观的设备。例如产品外观尺寸,瑕疵,缺陷,划痕,毛刺,污点,变形等等。

当今工业生产制造,由于科学技术的限制仍然主要采用人工检测的方法去检测产品表面的缺陷,这种方法由于人工的限制和技术的落后,不仅检测产品的速度慢、效率低下,而且在检测的过程中容易出错,从而导致了检测结果的不合格。随着计算机技术的发展;出现了基于机器视觉技术的表面缺陷检测技术。这种技术的出现,大大提高了生产作业的效率,避免了因作业条件,主观判断等影响检测结果的准确性,实现能更好更精确地进行表面缺陷检测,更加快速的识别产品表面瑕疵缺陷。
机器视觉技术的应用更多是为了提高生产效率,降低人力成本。因此,工业生产和管理中的某些人工环节正逐渐被机器人代替。


先进制造业+工业互联网
产业智能官 AI-CPS
加入知识星球“产业智能研究院”:先进制造业OT(自动化+机器人+工艺+精益)和工业互联网IT(云计算+大数据+物联网+区块链+人工智能)产业智能化技术深度融合,在场景中构建“状态感知-实时分析-自主决策-精准执行-学习提升”的产业智能化平台;实现产业转型升级、DT驱动业务、价值创新创造的产业互联生态链。

版权声明:产业智能官(ID:AI-CPS)推荐的文章,除非确实无法确认,我们都会注明作者和来源,涉权烦请联系协商解决,联系、投稿邮箱:erp_vip@hotmail.com。



